
Introduction to Pinch
Technology
© Copyright 1998 Linnhoff March
Linnhoff March
Targeting House
Gadbrook Park
Northwich, Cheshire
CW9 7UZ, England
Tel: +44 (0) 1606 815100
Fax: +44 (0) 1606 815151
www.linnhoffmarch.com
1 What this paper contains
This document aims to give an overview of the fundaments of Pinch Technology. The reader
will learn:
• How to obtain energy targets by the construction of composite curves.
• The three rules of the pinch principle by which energy efficient heat exchanger
network designs must abide.
• About the capital-energy trade off for new and retrofit designs.
• Of the best way to make energy saving process modifications.
• How to go about multiple utility placement.
• How best to integrate distillation columns with the background process.
• The most suitable way to integrate heat engines and heat pumps.
• The principles of data extraction.
• Some of the techniques applied in a study of a total site.
The text covers all of the aspects of the technology in PinchExpress, as well as going on to
detail theory employed in the SuperTarget suite from Linnhoff March [4]. This suite allows the
user to carry out an in depth pinch analysis, using the Process, Column and Site modules.
See the relevant pages of the Linnhoff March Web site or contact Linnhoff March for more
details.
Introduction to Pinch Technology
2 © Copyright 1998 Linnhoff March
Table of Contents
1
WHAT THIS PAPER CONTAINS...................................................................................................... 1
2
WHAT IS PINCH TECHNOLOGY?.................................................................................................. 4
3
FROM FLOWSHEET TO PINCH DATA ............................................................................................5
3.1 Data Extraction Flowsheet ............................................................................................ 5
3.2 Thermal Data.................................................................................................................5
4
ENERGY TARGETS.....................................................................................................................6
4.1 Construction of Composite Curves ............................................................................... 6
4.2 Determining the Energy Targets ................................................................................... 7
4.3 The Pinch Principle........................................................................................................8
5
TARGETING FOR MULTIPLE UTILITIES .......................................................................................... 9
5.1 The Grand Composite Curve ........................................................................................ 9
5.2 Multiple Utility Targeting with the Grand Composite Curve ........................................ 11
6
CAPITAL - ENERGY TRADE-OFFS .............................................................................................. 12
6.1 New Designs ............................................................................................................... 12
6.2 Retrofit ......................................................................................................................... 14
7
PROCESS MODIFICATIONS........................................................................................................ 21
7.1 The plus-minus principle for process modifications .................................................... 21
7.2 Distillation Columns..................................................................................................... 23
8
PLACEMENT OF HEAT ENGINES AND HEAT PUMPS..................................................................... 26
8.1 Appropriate integration of
heat engines....................................................................... 26
8.2 Appropriate integration of heat pumps ........................................................................ 28
9
HEAT EXCHANGER NETWORK DESIGN ...................................................................................... 30
9.1 The Difference Between Streams and Branches........................................................ 31
9.2 The Grid Diagram for heat exchanger network representation................................... 32
9.3 The New Design Method............................................................................................. 33
9.4 Heat Exchanger Network Design for Retrofits ............................................................ 39
10
DATA EXTRACTION PRINCIPLES.............................................................................................. 47
10.1 Do not carry over features of the existing solution.................................................... 48
10.2 Do not mix streams at different temperatures........................................................... 49
10.3 Extract at effective temperatures............................................................................... 50
10.4 Extract streams on the safe side............................................................................... 51
10.5 Do not extract true utility streams.............................................................................. 52
10.6 Identify soft data ........................................................................................................ 52
11
TOTAL SITE IMPROVEMENT..................................................................................................... 53
11.1 Total site data extraction ........................................................................................... 54
11.2 Total site analysis...................................................................................................... 56
11.3 Selection of options: Total Site Road Map ................................................................ 59
12
REFERENCES ........................................................................................................................ 62
List of Figures
F
IGURE 1: "ONION DIAGRAM" OF HIERARCHY IN PROCESS DESIGN................................................... 4
F
IGURE 2: DATA EXTRACTION FOR PINCH ANALYSIS.......................................................................5
F
IGURE 3: CONSTRUCTION OF COMPOSITE CURVES....................................................................... 7
F
IGURE 4: USING THE HOT AND COLD COMPOSITE CURVES TO DETERMINE THE ENERGY TARGETS .....7
F
IGURE 5: THE PINCH PRINCIPLE .................................................................................................. 8
F
IGURE 6: USING COMPOSITE CURVES FOR MULTIPLE UTILITIES TARGETING .................................. 9
F
IGURE 7: CONSTRUCTION OF THE GRAND COMPOSITE CURVE ....................................................10
F
IGURE 8: USING THE GRAND COMPOSITE CURVE FOR MULTIPLE UTILITIES TARGETING ................ 11
F
IGURE 9: VERTICAL HEAT TRANSFER BETWEEN THE COMPOSITE CURVES LEADS TO MINIMUM
NETWORK SURFACE AREA
.................................................................................................... 13
F
IGURE 10: THE TRADE-OFF BETWEEN ENERGY AND CAPITAL COSTS GIVES THE OPTIMUM DTMIN FOR
MINIMUM COST IN NEW DESIGNS
........................................................................................... 14
F
IGURE 11: CAPITAL ENERGY TRADE OFF FOR RETROFIT APPLICATIONS......................................... 15
FIGURE 12: AREA EFFICIENCY CONCEPT...................................................................................... 16
F
IGURE 13: TARGETING FOR RETROFIT APPLICATIONS .................................................................. 16

Introduction to Pinch Technology
3
FIGURE 14: TARGETING FOR RETROFIT APPLICATIONS...................................................................17
F
IGURE 15: EFFECT OF SHAPE OF COMPOSITE CURVES ON OPTIMUM PROCESS DTMIN....................19
F
IGURE 16: MODIFYING THE PROCESS,
(A) THE +/- PRINCIPLE FOR PROCESS MODIFICATIONS (B)
TEMPERATURE CHANGES CAN AFFECT THE ENERGY TARGETS ONLY IF STREAMS ARE SHIFTED
THROUGH THE PINCH
............................................................................................................22
F
IGURE 17: PROCEDURE FOR OBTAINING COLUMN GRAND COMPOSITE CURVE..............................23
F
IGURE 18: USING COLUMN GRAND COMPOSITE CURVE TO IDENTIFY COLUMN MODIFICATIONS.......24
F
IGURE 19: APPROPRIATE INTEGRATION OF A DISTILLATION COLUMN WITH THE BACKGROUND
PROCESS
............................................................................................................................25
F
IGURE 20: APPROPRIATE PLACEMENT PRINCIPLE FOR HEAT ENGINES ..........................................27
F
IGURE 21: PLACEMENT OF STEAM AND GAS TURBINES AGAINST THE GRAND COMPOSITE CURVE.....28
F
IGURE 22: PLACEMENT OF HEAT PUMPS. ....................................................................................29
F
IGURE 23: A POINTED ‘NOSE’ AT THE PROCESS OR UTILITY PINCH INDICATES A GOOD HEAT PUMP
OPPORTUNITY
......................................................................................................................30
F
IGURE 24: KEY STEPS IN PINCH TECHNOLOGY............................................................................30
F
IGURE 25: THE GRID DIAGRAM FOR EASIER REPRESENTATION OF THE HEAT EXCHANGER NETWORK32
F
IGURE 26: GRID DIAGRAM FOR THE EXAMPLE PROBLEM ...............................................................33
F
IGURE 27: CRITERIA FOR TEMPERATURE FEASIBILITY AT THE PINCH..............................................34
F
IGURE 28: NETWORK DESIGN BELOW THE PINCH .........................................................................35
F
IGURE 29: COMPLETED MER NETWORK DESIGN BASED ON PINCH DESIGN METHOD ......................36
F
IGURE 30: CRITERIA FOR STREAM SPLITTING AT THE PINCH BASED ON NUMBER OF STREAMS AT THE
PINCH
..................................................................................................................................36
F
IGURE 31: INCOMING STREAM SPLIT TO COMPLY WITH CP
OUT
= CP
IN
RULE......................................37
F
IGURE 32: A SUMMARY OF STREAM SPLITTING PROCEDURE DURING NETWORK DESIGN..................37
F
IGURE 33: A HEAT LOAD LOOP ...................................................................................................37
F
IGURE 34: A HEAT LOAD PATH....................................................................................................38
F
IGURE 35: USING A PATH TO REDUCE UTILITY USE.......................................................................38
F
IGURE 36: HIERARCHY OF RETROFIT DESIGN ..............................................................................40
F
IGURE 37: DELETE EXISTING NETWORK BEFORE APPLYING THE PINCH DESIGN METHOD................40
F
IGURE 38: PROCEDURE FOR CORRECTING CROSS-PINCH EXCHANGERS........................................41
F
IGURE 39: EXAMPLE FOR RETROFIT DESIGN USING CROSS-PINCH ANALYSIS ................................41
F
IGURE 40: PINCHES REPORT INDICATE THAT THE MOST SIGNIFICANT PINCH REGION IS U:377.09
(HP-STEAM (GEN))..............................................................................................................42
F
IGURE 41: THE LARGEST PENALTY AT U:377.09 IS EXCHANGER FDEF.........................................42
F
IGURE 42: THE BENEFIT REPORTED AFTER DELETING EXCHANGER FDEF AND COOLER Q_D6.......43
F
IGURE 43: THE SAVINGS ACHIEVED AFTER COMPLETING THE DESIGN ............................................43
F
IGURE 44: EXAMPLE REQUIRING PATH ANALYSIS FOR RETROFIT DESIGN ......................................45
F
IGURE 45: PARALLEL COMPOSITE CURVES WITH NO INTERMEDIATE UTILITIES................................45
F
IGURE 46: PATHS IN THE EXISTING NETWORK..............................................................................46
F
IGURE 47: MODIFYING TWO PATHS SAVES 14.74MMKCAL/H........................................................46
F
IGURE 48: DRAG AND DROP OF EXCHANGER TO A NEW POSITION IMPROVES DRIVING FORCE ON PATH
EXCHANGERS
......................................................................................................................46
F
IGURE 49: WITH DRIVING FORCES IMPROVED, THE TWO PATHS CAN NOW BE USED TO ACHIEVE THE
FULL SAVINGS POTENTIAL
.....................................................................................................47
F
IGURE 50: FINAL RETROFIT NETWORK. .......................................................................................47
F
IGURE 51: EXAMPLE PROCESS FLOWSHEET ...............................................................................48
F
IGURE 52: ORIGINAL DATA EXTRACTION AND DESIGN .................................................................49
F
IGURE 53: IMPROVED DATA EXTRACTION AND DESIGN ................................................................49
F
IGURE 54: MIXING AT DIFFERENT TEMPERATURES MAY INVOLVE IN-EFFICIENT CROSS-PINCH HEAT
TRANSFER THUS INCREASING THE ENERGY REQUIREMENT
......................................................50
F
IGURE 55: ISOTHERMAL MIXING AVOIDS CROSS-PINCH HEAT TRANSFER SO DO NOT MIX AT DIFFERENT
TEMPERATURES
...................................................................................................................50
F
IGURE 56: EVERY STREAM MUST BE EXTRACTED AT THE TEMPERATURE AT WHICH IT IS AVAILABLE TO
OTHER PROCESS STREAMS
...................................................................................................51
FIGURE 57: STREAM LINEARISATION,
A) AND B) COULD BE INFEASIBLE, C) IS SAFE SIDE LINEARISATION.52
F
IGURE 58: STREAM DATA EXTRACTION FOR “SOFT DATA”. ............................................................53
F
IGURE 59: SCHEMATIC OF A SITE, SHOWING PRODUCTION PROCESSES WHICH ARE OPERATED
SEPARATELY FROM EACH OTHER BUT ARE LINKED INDIRECTLY THROUGH THE UTILITY SYSTEM
..54
FIGURE 60: CONSTRUCTION OF TOTAL SITE PROFILES FROM PROCESS GRAND COMPOSITE CURVES55
F
IGURE 61: TOTAL SITE TARGETING FOR FUEL, CO-GENERATION, EMISSIONS AND COOLING .............56
Introduction to Pinch Technology
4 © Copyright 1998 Linnhoff March
FIGURE 62: EXISTING SITE .......................................................................................................... 57
F
IGURE 63: PROPOSED EXPANSION OF THE SITE INVOLVING ADDITION OF A NEW PROCESS ............. 58
F
IGURE 64: ALTERNATIVE OPTION BASED ON TOTAL SITE PROFILES..............................................58
F
IGURE 65: TOTAL SITE ROAD MAP............................................................................................. 60
F
IGURE 66: KEY STEPS IN TOTAL SITE IMPROVEMENT.................................................................... 60
2 What is Pinch Technology?
Pinch Technology provides a systematic methodology for energy saving in processes and
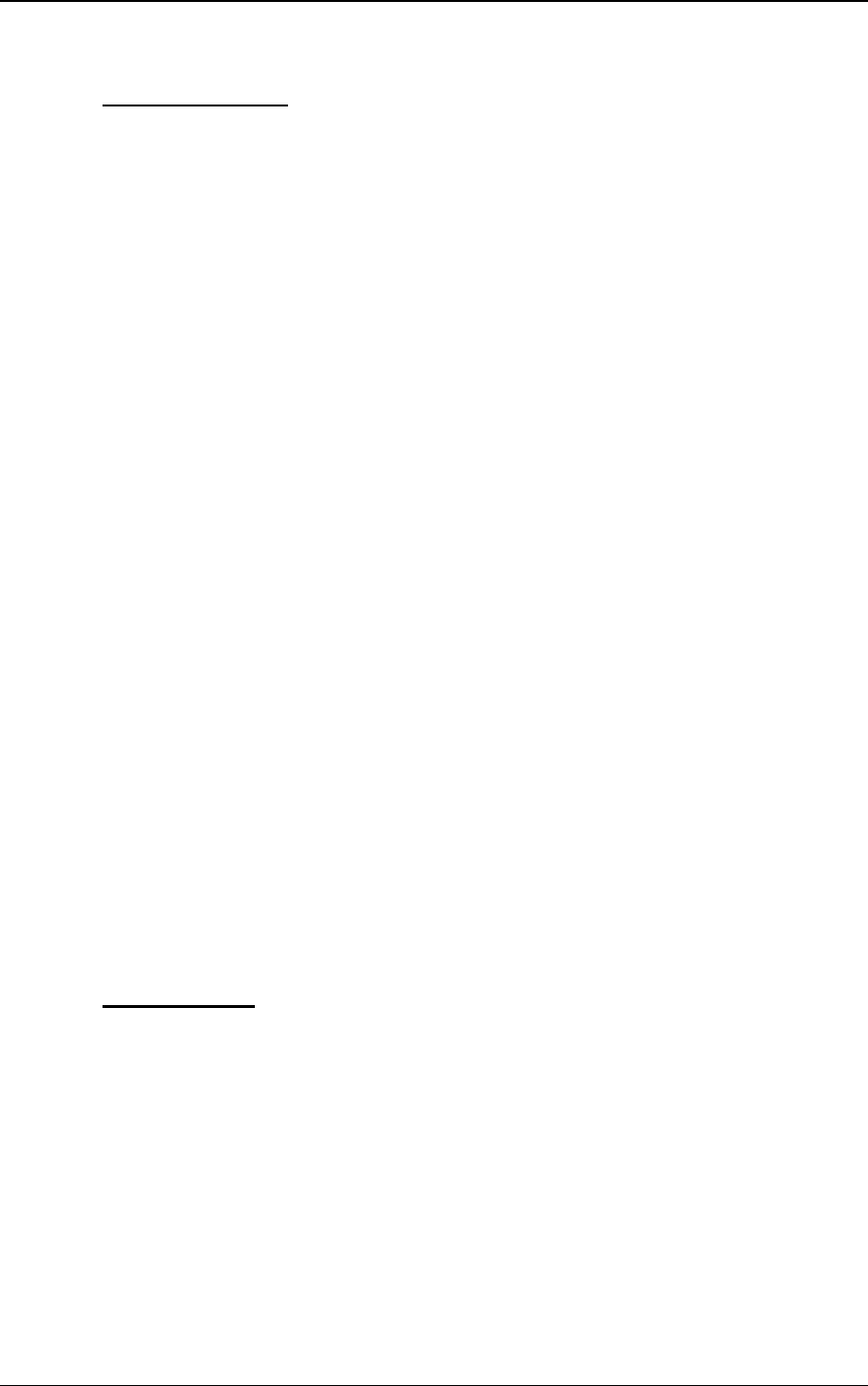
total sites. The methodology is based on thermodynamic principles. Figure 1 illustrates the
role of Pinch Technology in the overall process design. The process design hierarchy can be
represented by the “onion diagram” [2, 3] as shown below. The design of a process starts
with the reactors (in the “core” of the onion). Once feeds, products, recycle concentrations
and flowrates are known, the separators (the second layer of the onion) can be designed.
The basic process heat and material balance is now in place, and the heat exchanger
network (the third layer) can be designed. The remaining heating and cooling duties are
handled by the utility system (the fourth layer). The process utility system may be a part of a
centralised site-wide utility system.
Figure 1: "Onion Diagram" of hierarchy in process design
A Pinch Analysis starts with the heat and material balance for the process. Using Pinch
Technology, it is possible to identify appropriate changes in the core process conditions that
can have an impact on energy savings (onion layers one and two). After the heat and material
balance is established, targets for energy saving can be set prior to the design of the heat
exchanger network. The Pinch Design Method ensures that these targets are achieved during
the network design. Targets can also be set for the utility loads at various levels (e.g. steam
and refrigeration levels). The utility levels supplied to the process may be a part of a
centralised site-wide utility system (e.g. site steam system). Pinch Technology extends to the
site level, wherein appropriate loads on the various steam mains can be identified in order to
minimise the site wide energy consumption. Pinch Technology therefore provides a
consistent methodology for energy saving, from the basic heat and material balance to the
total site utility system.

Introduction to Pinch Technology
5
3 From Flowsheet to Pinch Data
PinchExpress carries out automatic data extraction from a converged simulation. What
follows here is a brief overview of how flowsheet data are used in pinch analysis. Data
extraction is covered in more depth in "Data Extraction Principles" in section 10.
3.1 Data Extraction Flowsheet
Data extraction relates to the extraction of information required for Pinch Analysis from a
given process heat and material balance. Figure 2(a) shows an example process flow-sheet
involving a two stage reactor and a distillation column. The process already has heat
recovery, represented by the two process to process heat exchangers. The hot utility demand
of the process is 1200 units (shown by H) and the cold utility demand is 360 units (shown by
C). Pinch Analysis principles will be applied to identify the energy saving potential (or target)
for the process and subsequently to aid the design of the heat exchanger network to achieve
that targeted saving.
Figure 2: Data Extraction for Pinch Analysis
In order to start the Pinch Analysis the necessary thermal data must be extracted from the
process. This involves the identification of process heating and cooling duties. Figure 2(b)
shows the flow-sheet representation of the example process which highlights the heating and
cooling demands of the streams without any reference to the existing exchangers. This is
called the data extraction flow-sheet representation. The reboiler and condenser duties have
been excluded from the analysis for simplicity. In an actual study however, these duties
should be included. The assumption in the data extraction flow-sheet is that any process
cooling duty is available to match against any heating duty in the process. No existing heat
exchanger is assumed unless it is excluded from Pinch Analysis for specific reasons.
3.2 Thermal Data
Introduction to Pinch Technology
6 © Copyright 1998 Linnhoff March
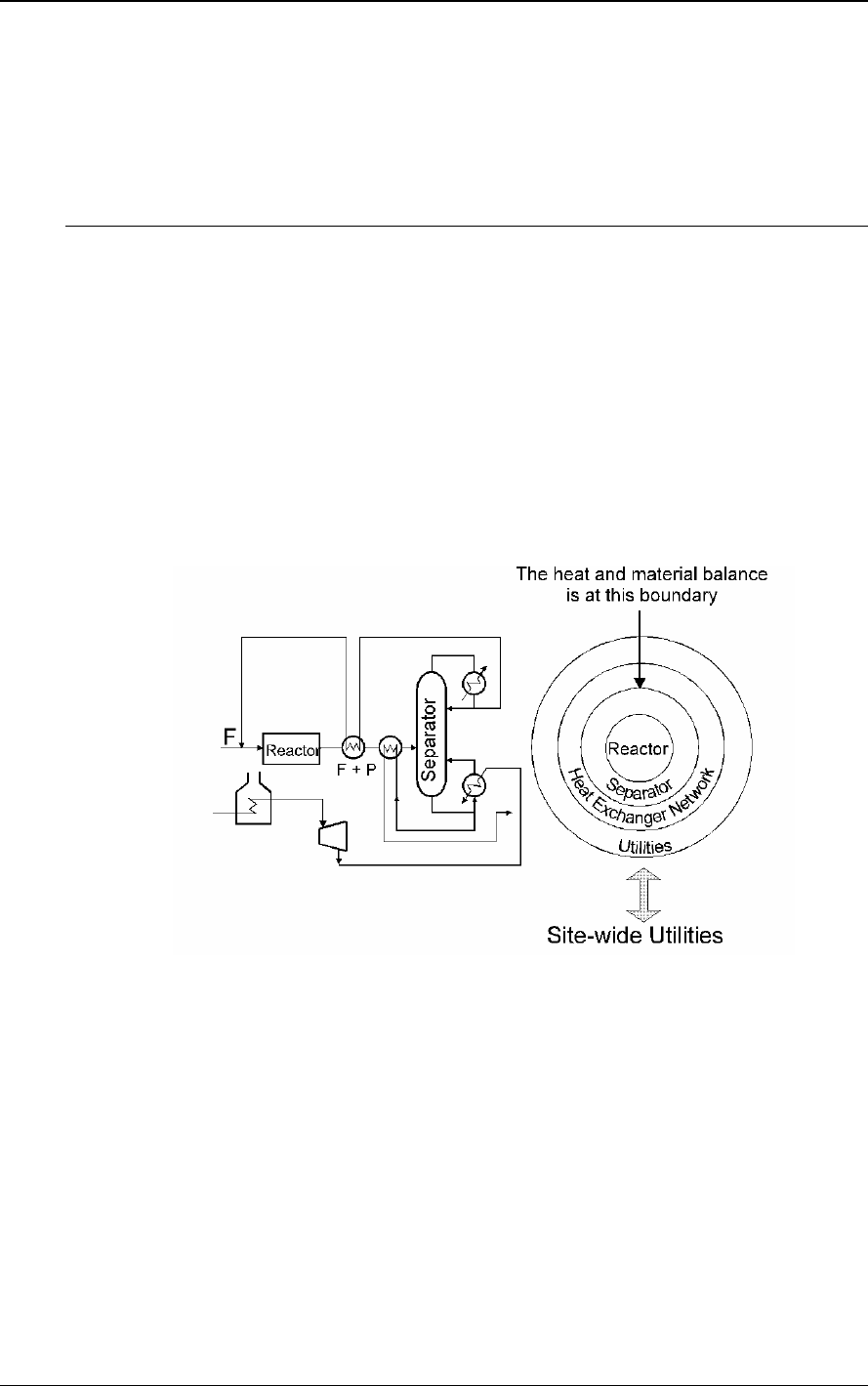
Table 1: Thermal Data required for Pinch Analysis
Table 1 shows the thermal data for Pinch Analysis. “Hot steams” are the streams that need
cooling (i.e. heat sources) while “cold streams” are the streams that need heating (i.e. heat
sinks). The supply temperature of the stream is denoted as Ts and target temperature as Tt.
The heat capacity flow rate (CP) is the mass flowrate times the specific heat capacity i.e.
CP = Cp x M
where Cp is the specific heat capacity of the stream (KJ/ºC, kg) and M is the mass flowrate
(kg/sec). The CP of a stream is measured as enthalpy change per unit temperature (kW/ºC or
equivalent units). For this example a minimum temperature difference of 10ºC is assumed
during the analysis which is the same as in the existing process, as highlighted in Figure 2(a).
The hot utility is steam available at 200ºC and the cold utility is cooling water available
between 25ºC to 30ºC.
4 Energy Targets
Starting from the thermal data for a process (such as shown in Table 1), Pinch Analysis
provides a target for the minimum energy consumption. The energy targets are obtained
using a tool called the “Composite Curves”.
4.1 Construction of Composite Curves
Composite Curves consist of temperature-enthalpy (T-H) profiles of heat availability in the
process (the “hot composite curve”) and heat demands in the process (the “cold composite
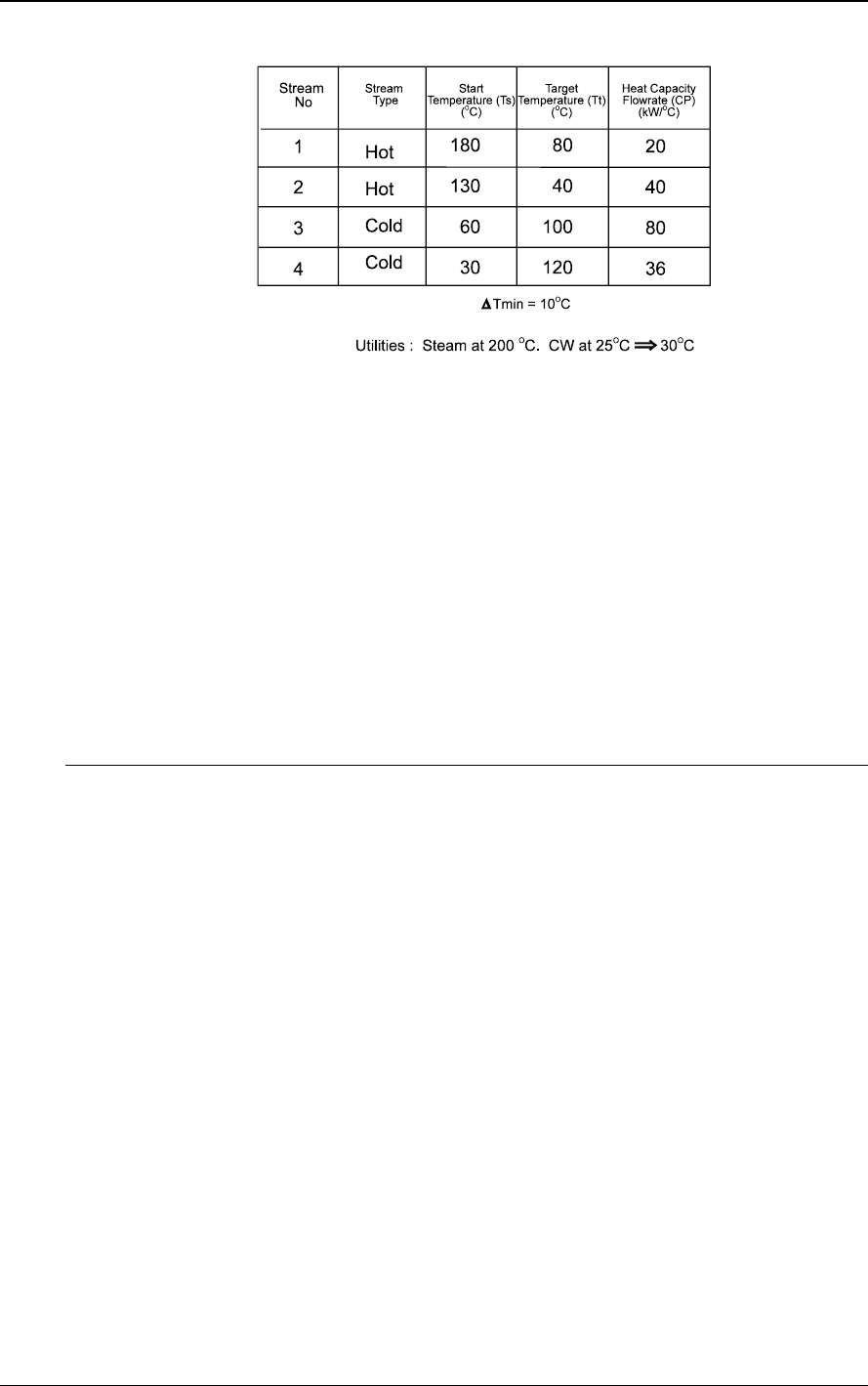
curve”) together in a graphical representation. Figure 3 illustrates the construction of the “hot
composite curve” for the example process, which has two hot streams (stream number 1 and
2, see Table 1). Their T-H representation is shown in Figure 3(a) and their composite
representation is shown in Figure 3(b). Stream 1 has a CP of 20 kW/°C, and is cooled from
180°C to 80°C, releasing 2000kW of heat. Stream 2 is cooled from 130°C to 40°C and with a
CP of 40kW/°C and loses 3600kW.
Introduction to Pinch Technology
7
Figure 3: Construction of Composite Curves
The construction of the hot composite curve (as shown in Figure 3(b)) simply involves the
addition of the enthalpy changes of the streams in the respective temperature intervals. In the
temperature interval 180ºC to 130ºC only stream 1 is present. Therefore the CP of the
composite curve equals the CP of stream 1 i.e. 20. In the temperature interval 130ºC to 80ºC,
both streams 1 and 2 are present, therefore the CP of the hot composite equals the sum of
the CP’s of the two streams i.e. 20+40=60. In the temperature interval 80ºC to 40ºC only
stream 2 is present, thus the CP of the composite is 40. The construction of the cold
composite curve is similar to that of the hot composite curve involving the combination of the
cold stream T-H curves for the process.
4.2 Determining the Energy Targets
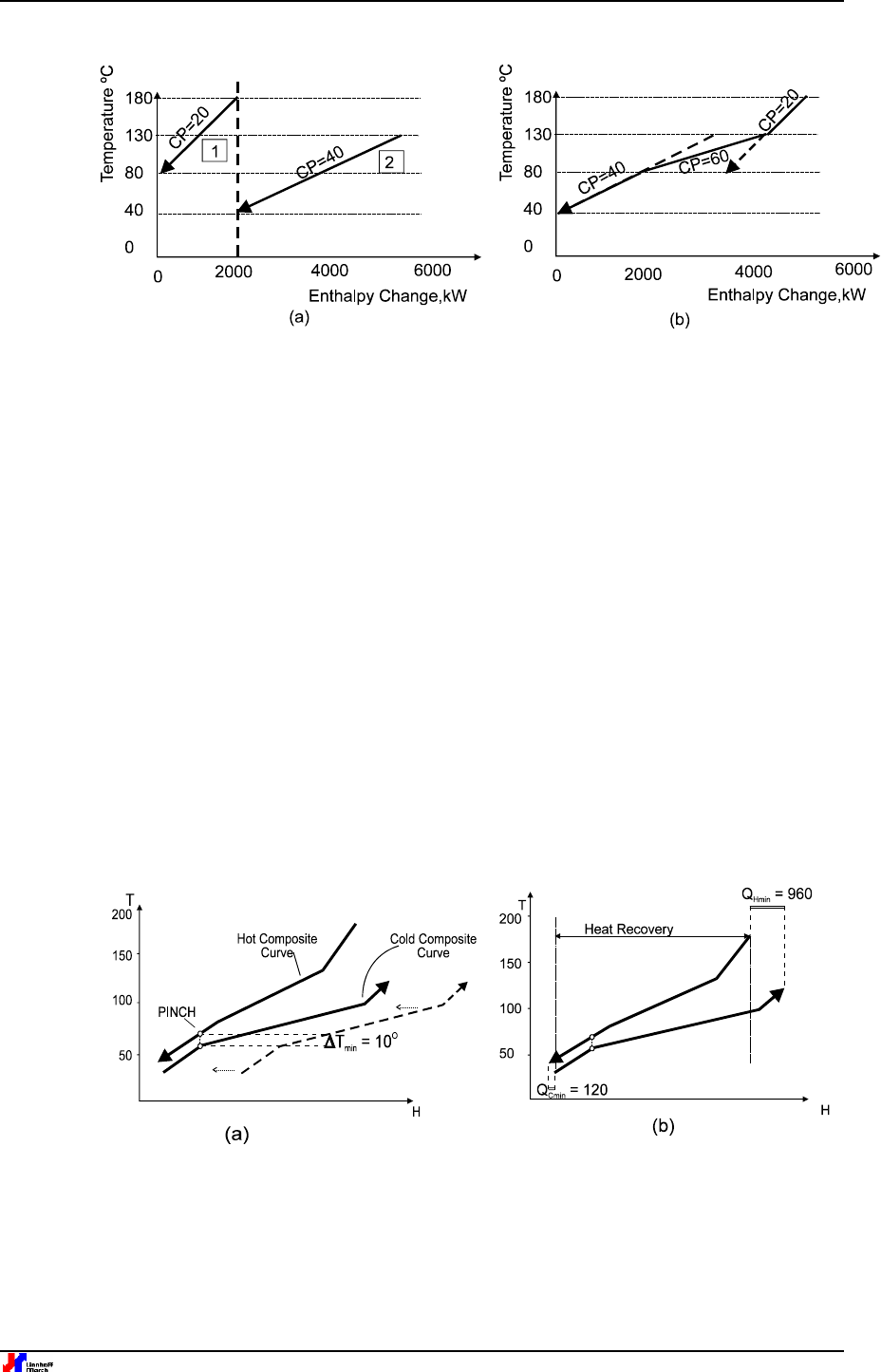
The composite curves provide a counter-current picture of heat transfer and can be used to
indicate the minimum energy target for the process. This is achieved by overlapping the hot
and cold composite curves, as shown in Figure 4(a), separating them by the minimum
temperature difference DT
min
(10ºC for the example process).
This overlap shows the
maximum process heat recovery possible (Figure 4(b)), indicating that the remaining heating
and cooling needs are the minimum hot utility requirement (Q
Hmin
) and the minimum cold
utility requirement (Q
Cmin
) of the process for the chosen
DT
min
.
Figure 4: Using the hot and cold composite curves to determine the energy targets
The composite curves in Figure 4 have been constructed for the example process (Figure 2
and Table 1). The minimum hot utility (Q
Hmin
)
for the example problem is 960 units which is
less than the existing process energy consumption of 1200 units. The potential for energy
saving is therefore 1200-960 = 240 units by using the same value of DT
min
as the existing
Introduction to Pinch Technology
8 © Copyright 1998 Linnhoff March
process. Using Pinch Analysis, targets for minimum energy consumption can be set purely on
the basis of heat and material balance information, prior to heat exchanger network design.
This allows quick identification of the scope for energy saving at an early stage.
4.3 The Pinch Principle
The point where DT
min
is observed is known as the “Pinch” and recognising its implications
allows energy targets to be realised in practice.
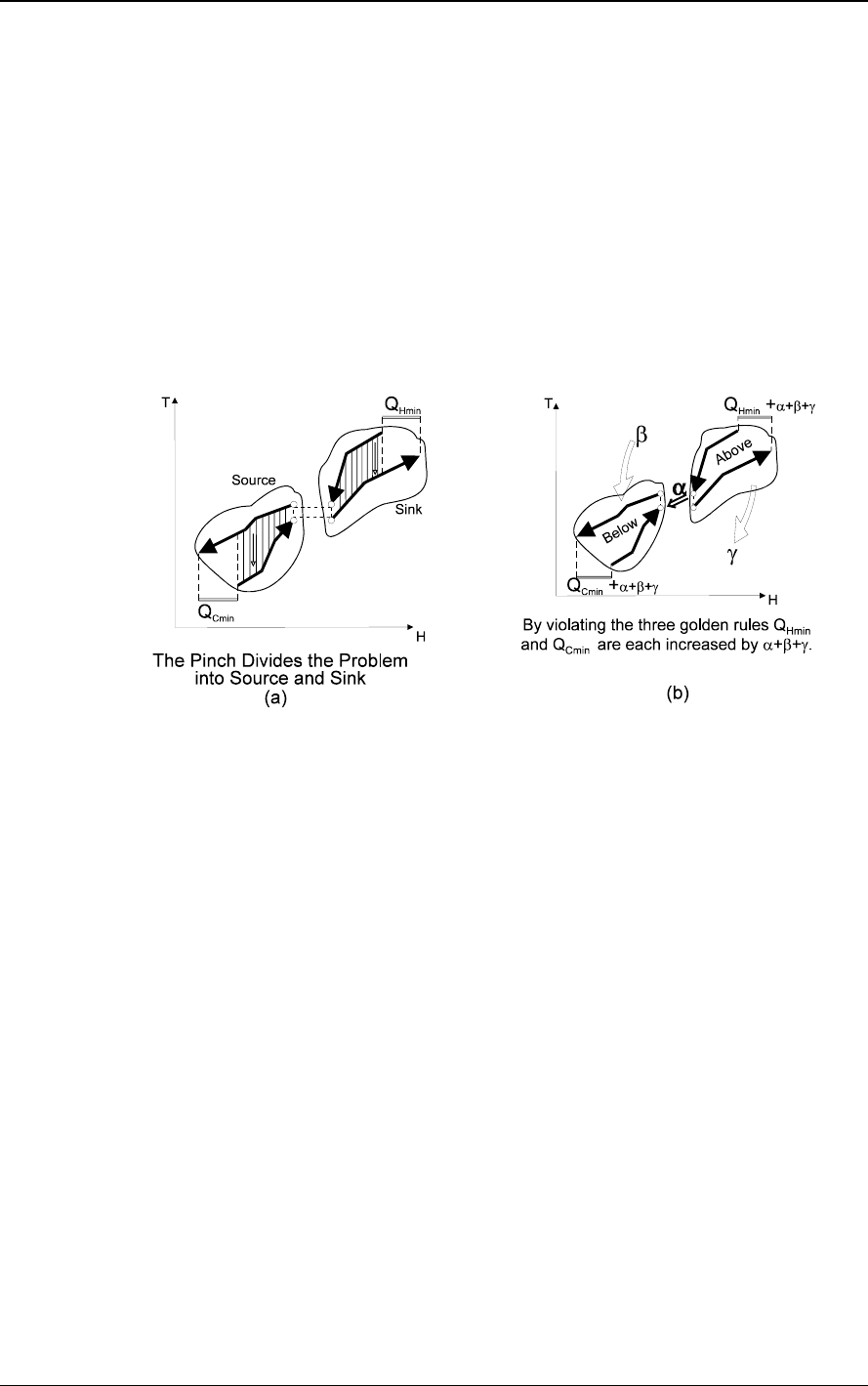
Once the pinch has been identified, it is
possible to consider the process as two separate systems: one above and one below the
pinch, as shown in Figure 5(a).
The system above the pinch requires a heat input and is
therefore a net heat sink.
Below the pinch, the system rejects heat and so is a net heat
source.
Figure 5: The Pinch Principle
In Figure 5(b), α amount of heat is transferred from above the pinch to below the pinch. The
system above the pinch, which was before in heat balance with Q
Hmin
, now loses α units of
heat to the system below the pinch. To restore the heat balance, the hot utility must be
increased by the same amount, that is, α units. Below the pinch, α units of heat are added to
the system that had an excess of heat, therefore the cold utility requirement also increases by
α units. In conclusion, the consequence of a cross-pinch heat transfer (α) is that both the hot
and cold utility will increase by the cross-pinch duty (α).
For the example process (Figure 2, Figure 4) the cross pinch heat transfer in the existing
process is equal to 1200-960 = 240 units.
Figure 5(b) also shows γ amount of external cooling above the pinch and β amount of
external heating below the pinch. The external cooling above the pinch of γ amount increases
the hot utility demand by the same amount. Therefore on an overall basis both the hot and
cold utilities are increased by γ amount. Similarly external heating below the pinch of β
amount increases the overall hot and cold utility requirement by the same amount (i.e. β).
To summarise, the understanding of the pinch gives three rules that must be obeyed in order
to achieve the minimum energy targets for a process:
• Heat must not be transferred across the pinch
• There must be no external cooling above the pinch
Introduction to Pinch Technology
9
• There must be no external heating below the pinch
Violating any of these rules will lead to cross-pinch heat transfer resulting in an increase in
the energy requirement beyond the target. The rules form the basis for the network design
procedure which is described in "Heat Exchanger Network Design" section 9. The design
procedure for heat exchanger networks ensures that there is no cross pinch heat transfer. For
retrofit applications the design procedure “corrects” the exchangers that are passing the heat
across the pinch.
5 Targeting for Multiple Utilities
The energy requirement for a process is supplied via several utility levels e.g. steam levels,
refrigeration levels, hot oil circuit, furnace flue gas etc. The general objective is to maximise
the use of the cheaper utility levels and minimise the use of the expensive utility levels. For
example, it is preferable to use LP steam instead of HP steam, and cooling water instead of
refrigeration. The composite curves provide overall energy targets but do not clearly indicate
how much energy needs to be supplied by different utility levels. This is illustrated in Figure 6.
Figure 6: Using Composite Curves for Multiple Utilities Targeting
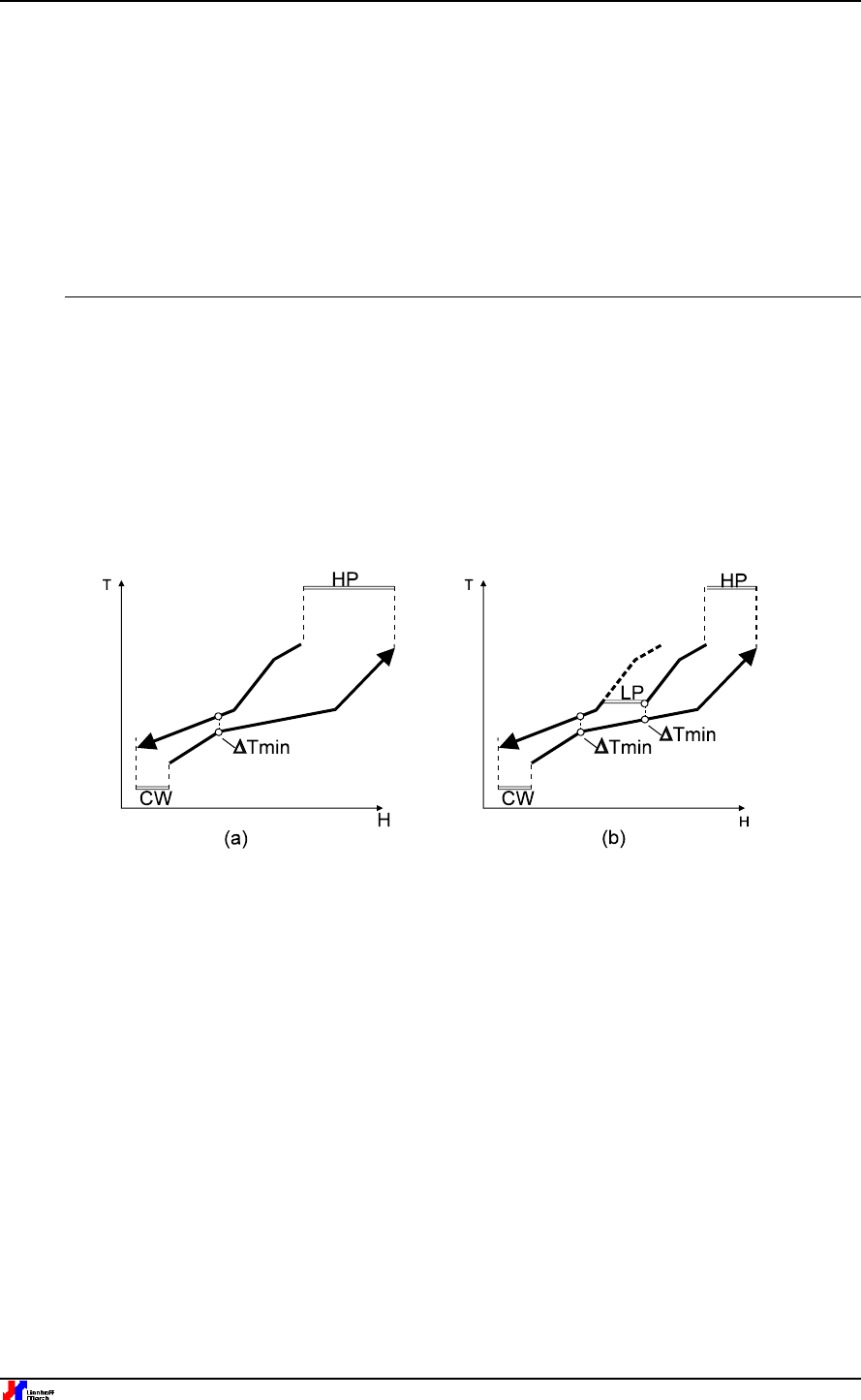
The composite curves in Figure 6(a) provide targets for the extreme utility levels HP steam
and cooling water.
Figure 6(b) shows the construction of the composite curves if LP steam
consumption replaces part of the HP steam consumption. The LP steam load is added to the
hot composite curve as shown in Figure 6(b). As the LP steam consumption increases a
DT
min
temperature difference is reached between the composite curves. This is the maximum
LP consumption that can replace the HP steam consumption.
Every time a new utility level is
added, the same procedure would have to be repeated in order to set the load on the new
utility level. The shape of the composite curves will change with every new utility level
addition and the overall construction becomes quite complex for several utility levels. The
composite curves are therefore a difficult tool for setting loads for the multiple utility levels.
What is required is a clear visual representation of the selected utilities and the associated
enthalpy change without the disadvantages of using composite curves. For this purpose, the
Grand Composite Curve is used.
5.1 The Grand Composite Curve

Introduction to Pinch Technology
10 © Copyright 1998 Linnhoff March
The tool that is used for setting multiple utility targets is called the Grand Composite Curve,
the construction of which is illustrated in Figure 7. This starts with the composite curves as
shown in Figure 7(a). The first step is to make adjustments in the temperatures of the
composite curves as shown in Figure 7(b). This involves increasing the cold composite
temperature by ½ DT
min
and
decreasing the hot composite temperature by ½ DT
min
.
This temperature shifting of the process streams and utility levels ensures that even when the
utility levels touch the grand composite curve, the minimum temperature difference of DT
min
is
maintained between the utility levels and the process streams. The temperature shifting
therefore makes it easier to target for multiple utilities. As a result of this temperature shift, the
composite curves touch each other at the pinch. The curves are called the “shifted composite
curves”.
The grand composite curve is then constructed from the enthalpy (horizontal)
differences between the shifted composite curves at different temperatures (shown by
distance α in Figure 7(b) and (c)). The grand composite curve provides the same overall
energy target as the composite curves, the HP and refrigeration (ref.) targets are identical in
Figure 7(a) and (c).
Figure 7: Construction of the Grand Composite Curve
The grand composite curve indicates “shifted” process temperatures. Since the hot process
streams are reduced by ½ DT
min
and cold process streams are increased by
½ DT
min
,
the
construction of the grand composite curve automatically ensures that there is at least DT
min
temperature difference between the hot and cold process streams.
The utility levels when
placed against the grand composite curve are also shifted by ½ DT
min
- hot utility
temperatures decreased by ½ DT
min
and cold utility temperatures increased by ½ DT
min
.
For
instance steam used at 200ºC will be shown at 190ºC if the DT
min
is 20ºC.
This shifting of
utilities temperatures ensures that there is a minimum temperature difference of DT
min
between the utilities and the corresponding process streams. More importantly, when utility
levels touch the grand composite curve, DT
min
temperature difference is maintained.
In PinchExpress there is a further refinement of this approach whereby the utilities are shifted
by an amount that guarantees a user-specified approach temperature between the utility and
the process streams. This approach temperature does not have to be the same as the
process DTmin and can be different for each utility. For example, this is typically set at 40ºC
for flue gas, between 10ºC and 20ºC for steam and about 3ºC for low temperature
Introduction to Pinch Technology
11
refrigeration. For more details see the section "Typical DTmin values for matching utility levels
against process streams" on page 20.
5.2 Multiple Utility Targeting with the Grand Composite Curve
The grand composite curve provides a convenient tool for setting the targets for the multiple
utility levels as illustrated in Figure 8.
Figure 8: Using the Grand Composite Curve for Multiple Utilities Targeting
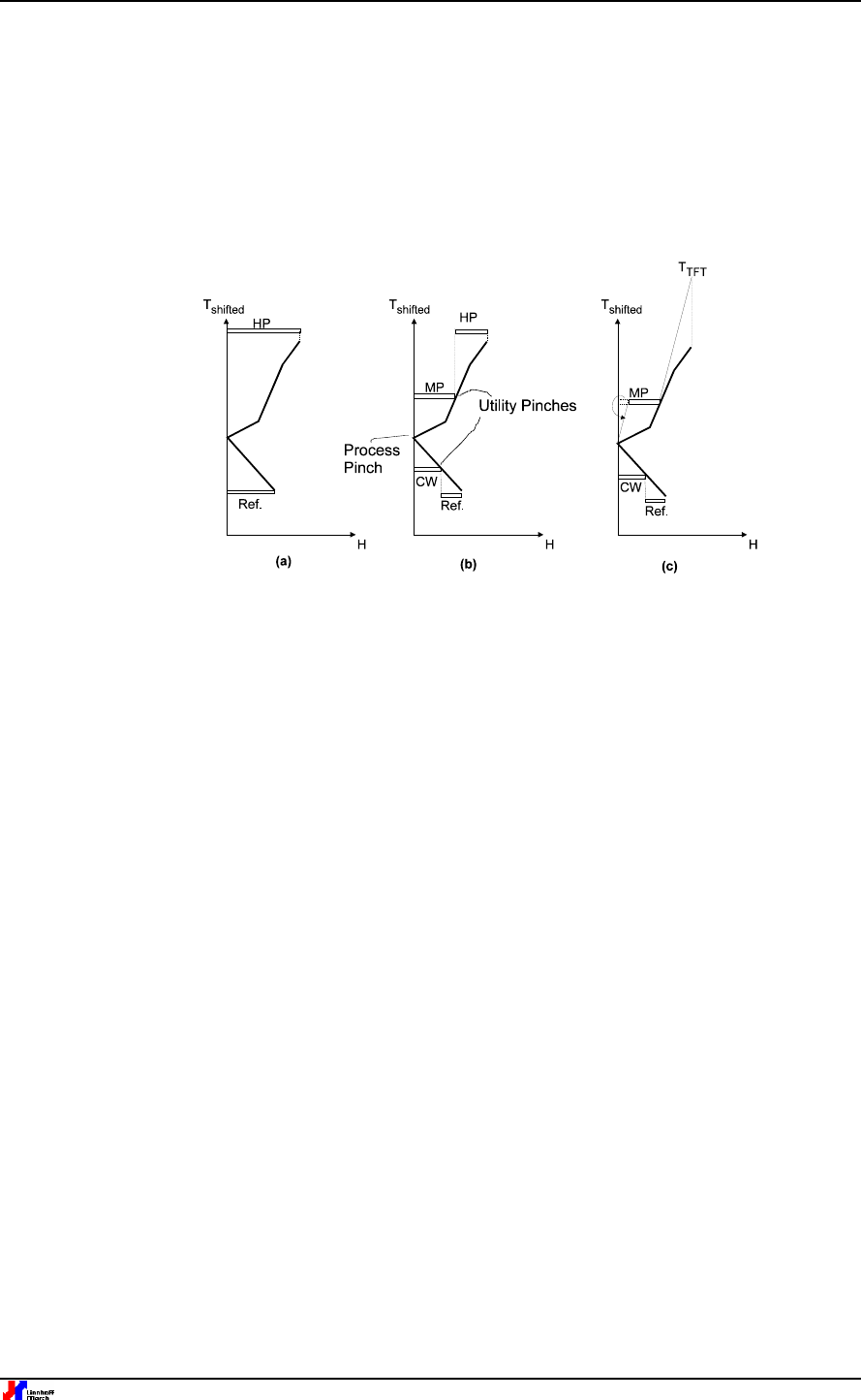
Figure 8(a) shows a situation where HP steam is used for heating and refrigeration is used for
cooling the process. In order to reduce the utilities cost, intermediate utilities MP steam and
cooling water (CW) are introduced. Figure 8(b) shows the construction on the grand
composite curve providing targets for all the utilities. The target for MP steam is set by simply
drawing a horizontal line at the MP steam temperature level starting from the vertical (shifted
temperature) axis until it touches the grand composite curve. The remaining heating duty is
then satisfied by the HP steam.
This maximises the MP consumption prior to the use of the
HP steam and therefore minimises the total utilities cost. Similar construction is performed
below the pinch to maximise the use of cooling water prior to the use of refrigeration as
shown in Figure 8(b).
The points where the MP and CW levels touch the grand composite curve are called the
“Utility Pinches” since these are caused by utility levels. A violation of a utility pinch (cross
utility pinch heat flow) results in shifting of heat load from a cheaper utility level to a more
expensive utility level. A “Process Pinch” is caused by the process streams, and as discussed
earlier (in "The Pinch Principle" section 4.3), violation of a process pinch results in an overall
heat load penalty for the utilities.
Figure 8(c) shows a different possibility of utility levels where furnace heating is used instead
of HP steam. Considering that furnace heating is more expensive than MP steam, the use of
MP steam is maximised. In the temperature range above the MP steam level, the heating
duty has to be supplied by the furnace flue gas. The flue gas flowrate is set as shown in
Figure 8(c) by drawing a sloping line starting from the MP steam temperature to theoretical
flame temperature (T
TFT
). If the process pinch temperature is above the flue gas corrosion
temperature, the heat available from the flue gas between MP steam and pinch temperature
can be used for process heating. This will reduce the MP steam consumption as shown in
Figure 8(c). The MP steam load needs to be adjusted accordingly.

Introduction to Pinch Technology
12 © Copyright 1998 Linnhoff March
In summary the grand composite curve is one of the basic tools used in pinch analysis for
selection of appropriate utility levels and for targeting for a given set of multiple utility levels.
The targeting involves setting appropriate loads for the various utility levels by maximising
cheaper utility loads and minimising the loads on expensive utilities.
6 Capital - Energy Trade-offs
The best design for an energy efficient heat exchange network will often result in a trade off
between the equipment and operating costs. This is dependent on the choice of the DT
min
for
the process. The lower the DT
min
chosen, the lower the energy costs, but conversely the
higher the heat exchanger capital costs, as lower temperature driving forces in the network
will result in the need for greater area. A large DT
min
, on the other hand, will mean increased
energy costs as there will be less overall heat recovery, but the required capital costs will be
less. The trade-off is further complicated in a retrofit situation, where a capital investment has
already been made. This section explains a rational approach to the complex task of capital-
energy trade-offs.
6.1 New Designs
So far the use of Pinch Analysis has been considered for setting the energy targets for a
process. These targets are dependent on the choice of the DT
min
for the process. Lowering
the value of DT
min
lowers the target for minimum energy consumption for the process. In this
section the concept of heat exchanger network capital cost targets for the process are
discussed. For certain types of applications such as refinery crude preheat trains, where
there are few matching constraints between hot and cold streams, it is possible to set capital
cost targets in addition to the energy targets. This allows the consideration of the trade-offs
between capital and energy in order to obtain an optimum value of DT
min
ahead of network
design.
This functionality is provided in the SuperTarget Process module developed by Linnhoff March
[4].
6.1.1 Setting Area Targets
The composite curves make it possible to determine the energy targets for a given value of
DT
min
. The composite curves can also be used to determine the minimum heat transfer area
required to achieve the energy targets:
Network Area, A
1
T
q
h
min
LM
j
j
ji
=
⎡
⎣
⎢
⎢
⎤
⎦
⎥
⎥
∑∑
∆
where:
i: denotes ith enthalpy interval
j: jth stream
∆T
LM
: log mean temperature difference in interval
q
j
: enthalpy change of jth stream
Introduction to Pinch Technology
13
h
j
: heat transfer coefficient of jth stream
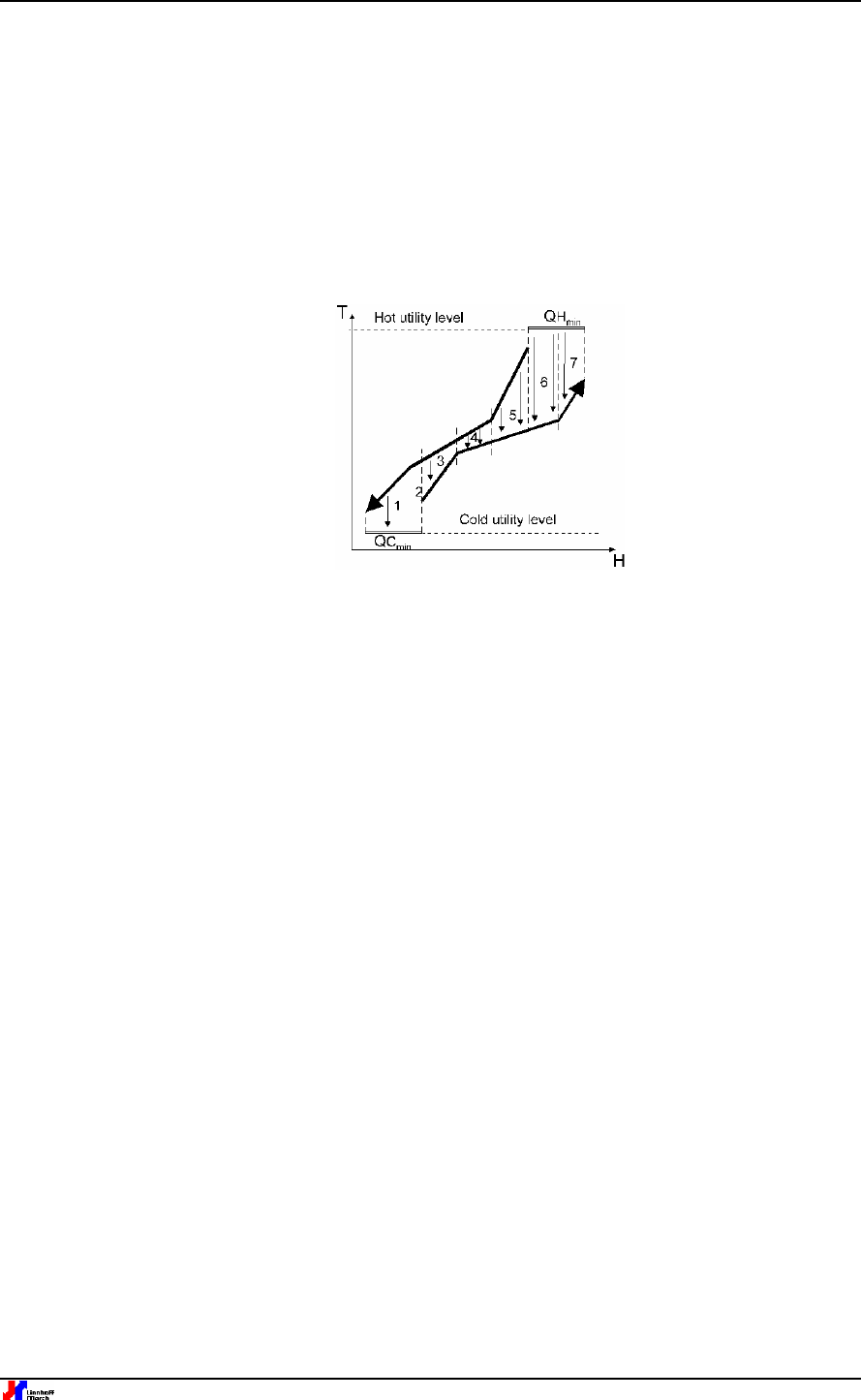
This area target is based on the assumption that “vertical” heat exchange will be adopted
between the hot and the cold composite curves across the whole enthalpy range as shown in
Figure 9. This vertical arrangement, which is equivalent to pure counter-current area within
the overall network, has been found to give a minimum total surface area. For a case where
the process streams have uniform heat transfer coefficients this is rigorous. In a new design
situation, where there are no existing exchangers, it should be possible to design a network
that is close to these targets.
Figure 9: Vertical heat transfer between the composite curves leads to minimum network
surface area
6.1.2 Setting Minimum Number of Units Target
It is also possible to set a target for the minimum number of heat exchanger units in a
process. The minimum number of heat exchange units depends fundamentally on the total
number of process and utility streams (N) involved in heat exchange. This can also be
determined prior to design by using a simplified form of Euler’s graph theorem [2, 3].
U
min
= N - 1
where:
U
min
: Minimum number of heat exchanger units
N: Total number of process and utility streams in the heat exchanger network
This equation is applied separately on each side of the pinch, as in an MER (minimum energy
requirement) network there is no heat transfer across the pinch and therefore the network is
divided into two independent problems: one above, and one below the pinch.
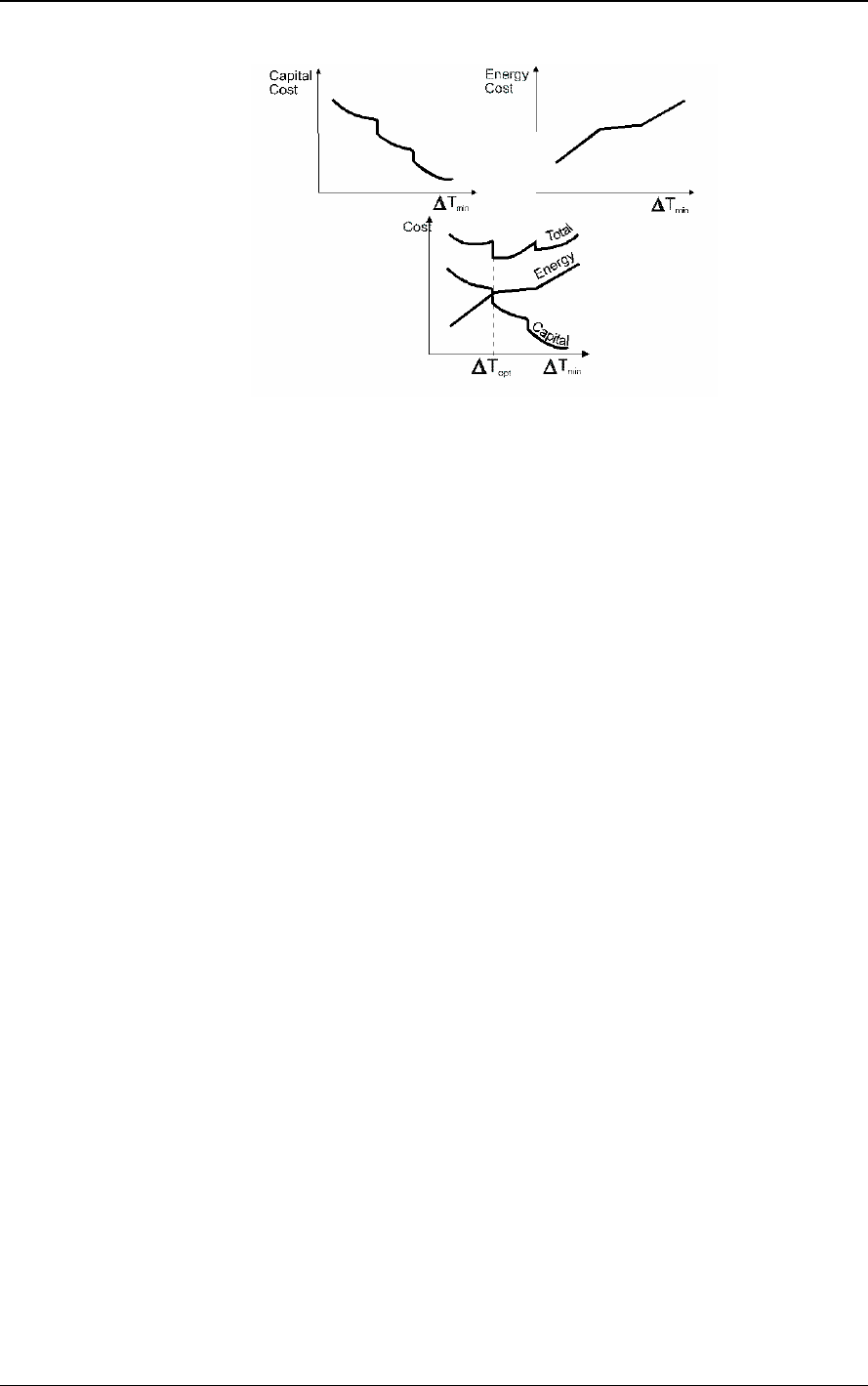
6.1.3 Determining the Capital Cost Target
The targets for the minimum surface area and the number of units (U
min
) can be combined
together with the heat exchanger cost law equations [8] to generate the targets for heat
exchanger network capital cost. The capital cost target can be super-imposed on the energy
cost targets to obtain the minimum total cost target for the network as shown in Figure 10.
Introduction to Pinch Technology
14 © Copyright 1998 Linnhoff March
Figure 10: The trade-off between energy and capital costs gives the optimum DTmin for
minimum cost in new designs
This provides an optimum DT
min
for the network ahead of design [3, 8]. It is important to note
that the capital cost targeting algorithm is based on the simplifying assumption that any hot
stream can match against any cold stream. It does not consider matching constraints
between specific hot and cold streams. Therefore the capital cost targeting technique and
DT
min
optimisation is particularly applicable for systems with fewer matching constraints such
as atmospheric and vacuum distillation preheat trains, FCC unit, etc..
The description above has assumed pure counter-current heat exchangers. However, in
SuperTarget Process there is an additional option to target based on shell and tube
exchangers with one shell pass and two tube passes. This is the most common exchanger
type found in industrial use.
6.2 Retrofit
Pinch Technology is applicable to both new design and retrofit situations. The number of
retrofit applications is much higher than the number of new design applications.
In this section techniques are discussed for setting targets for energy saving for an existing
plant based on capital-energy trade-off for retrofit projects. The SuperTarget Process module
developed by Linnhoff March [4] contains tools which employ these techniques.
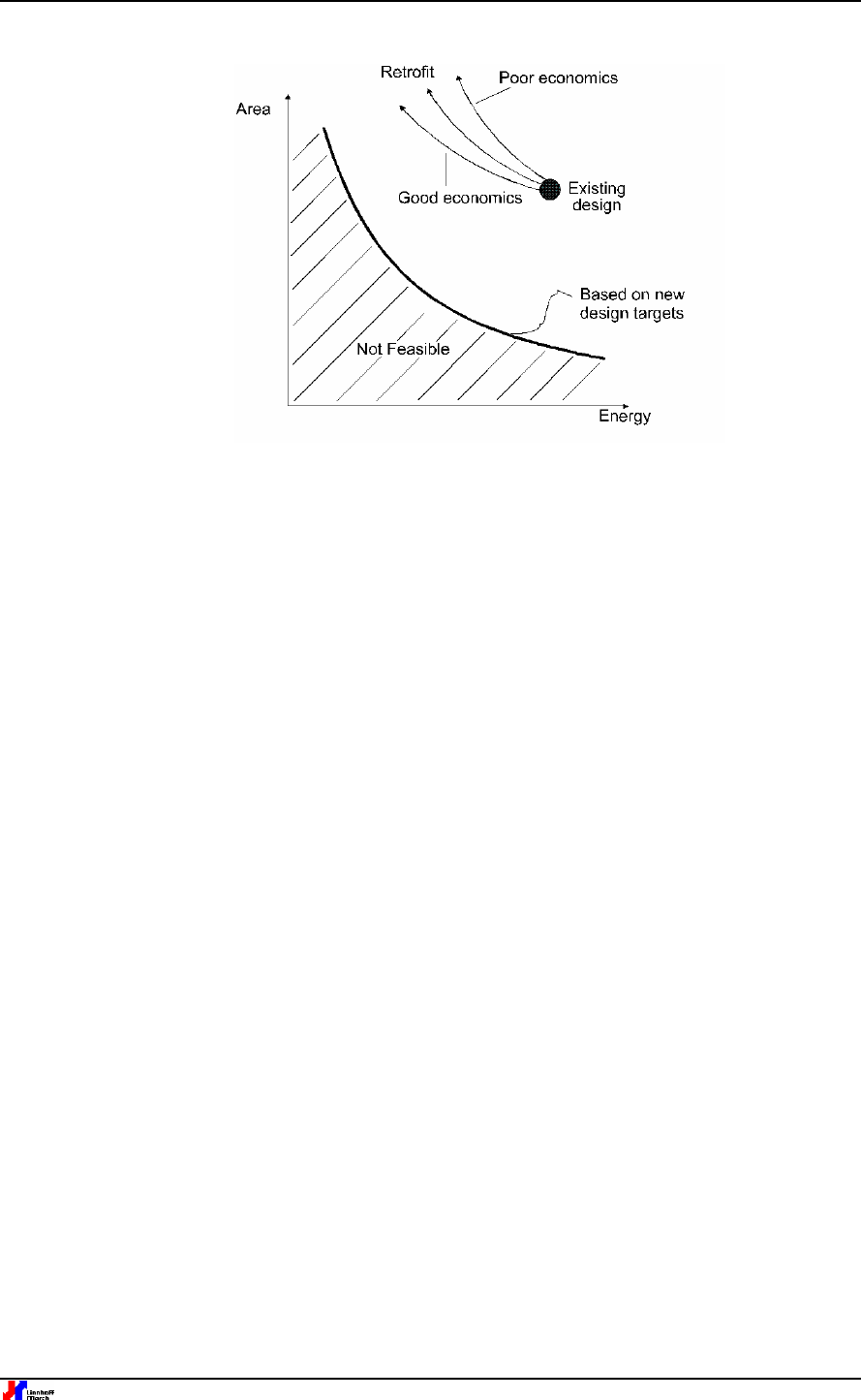
6.2.1 Retrofit Targeting based on Capital-energy trade-off
Figure 11 provides an understanding of the capital - energy trade-off for a retrofit project
using an area-energy plot.
Introduction to Pinch Technology
15
Figure 11: Capital energy trade off for retrofit applications
The curve (enclosing the shaded area) is based on new design targets for the process. The
shaded area indicates performance better than the new design targets (which is infeasible for
an existing plant). An existing plant will typically be located above the new design curve. The
closer the existing plant is to the new design curve the better the current performance. In a
retrofit modification, for increased energy saving, the installation of additional heat exchanger
surface area is expected. The curve for the additional surface area that is closest to the new
design area-energy curve provides the most efficient route for investment (good economics).
The following section explains how such a curve for a retrofit application can be developed
ahead of design.
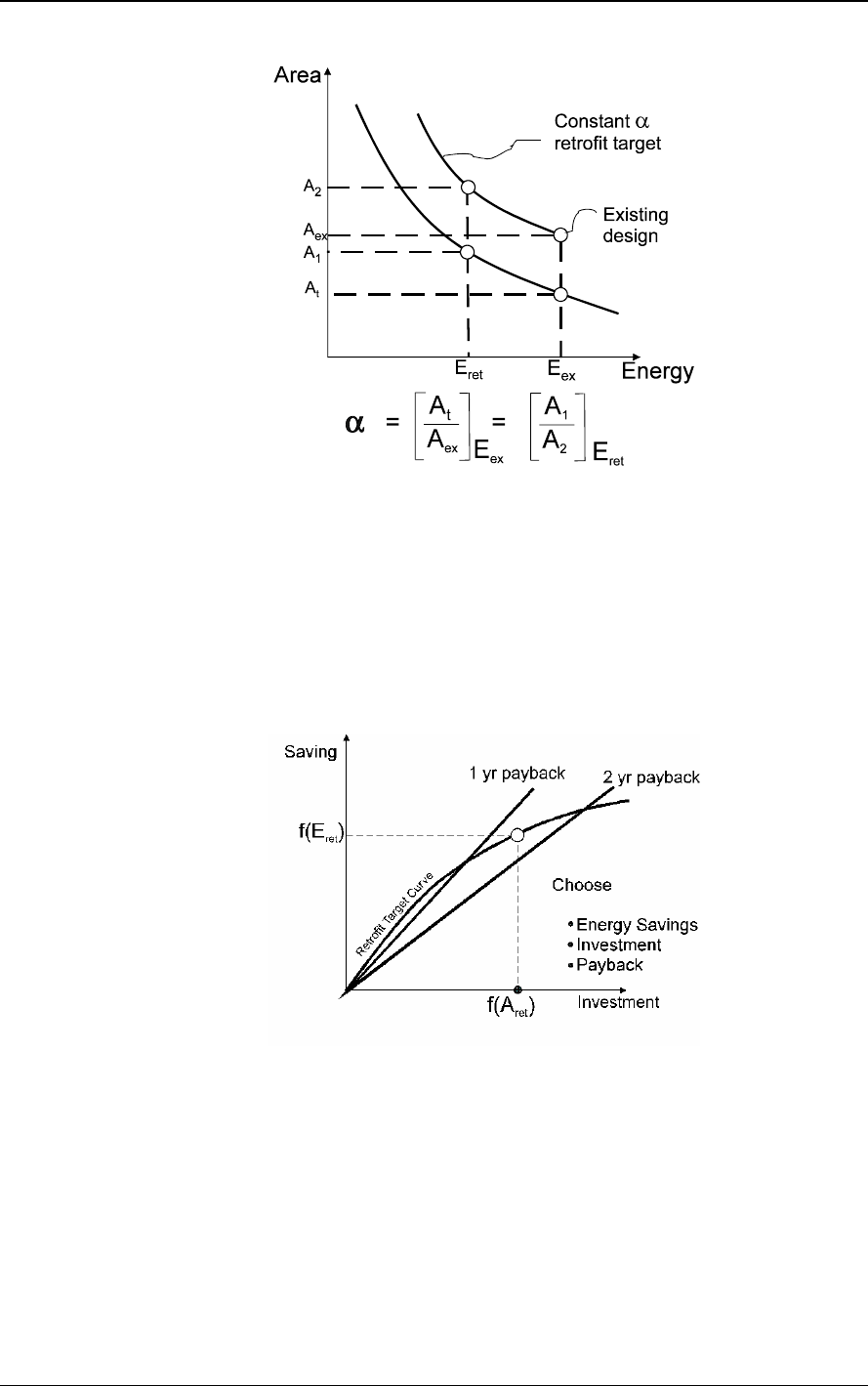
6.2.2 Maintaining Area Efficiency
Figure 12 depicts an approach for retrofit targeting based on the concept of “area efficiency”.
An area efficiency factor α can be determined for an existing network according to the
following equation:
α = [ A
t
/ A
ex
]
Eex
= [A
1
/ A
2
]
Eret
where:
E
ex
: Existing energy consumption
A
ex
: Existing surface area of the network
A
t
: Target surface area for the new design at the existing energy consumption (E
ex
).
Introduction to Pinch Technology
16 © Copyright 1998 Linnhoff March
Figure 12: Area Efficiency concept
Area efficiency determines how close the existing network is to the new design area target. In
order to set a retrofit target, one approach is to assume that the area efficiency of the new
installed area is the same as the existing network as shown in Figure 12 [3, 9].
6.2.3 Payback
From the area-energy targeting curve the saving versus investment curve for the retrofit
targeting can be developed. This is shown in Figure 13.
Figure 13: Targeting for retrofit applications
Various pay-back lines can be established as shown in the figure. Based on the specified
pay-back or investment limit, the target energy saving can be set. This will in turn determine
the targeted DT
min
value for the network. From the target DT
min
value, the cross pinch heat
flow and the cross pinch heat exchangers that need to be corrected are calculated. This
forms the basis for the network design modification as further discussed in "Heat Exchanger
Network Design" (section 9).
This targeting procedure is based on the constant α assumption. This assumption is
particularly valid if the α for the existing network is high (say above 0.85). In situations where
Introduction to Pinch Technology
17
the existing α is low (say 0.6) the constant α assumption is conservative. In such cases it can
be assumed that the additional area can be installed at a higher area efficiency (say 0.9 or 1).
The retrofit targeting procedure is particularly applicable for processes with few matching
constraints such as atmospheric and vacuum distillation preheat trains. For other applications
the targeting methods described in the following sections are more applicable.
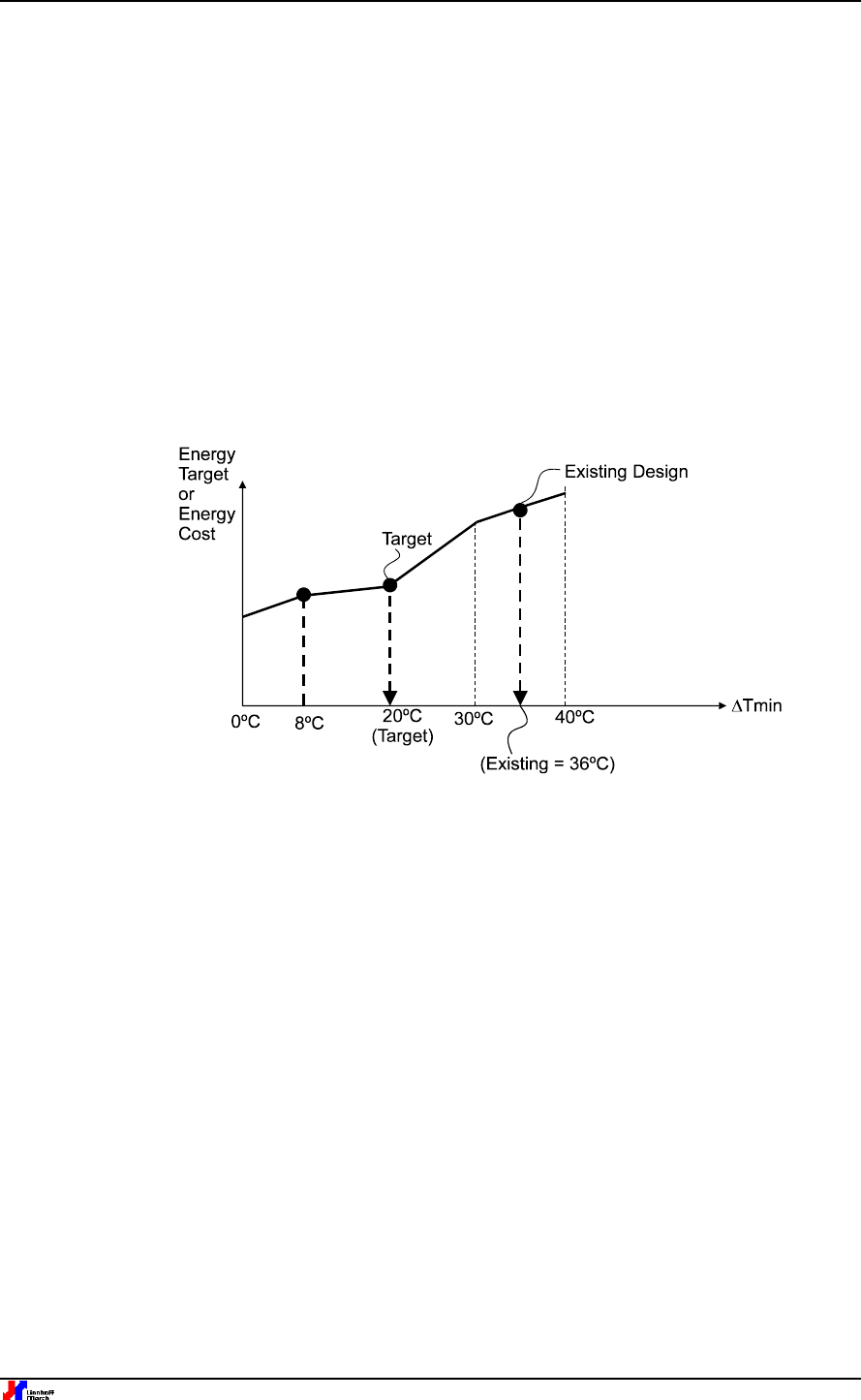
6.2.4 Retrofit targeting based on DT
min
- Energy curves
Exchanger capital cost and heat transfer information is required to set the retrofit targets
based on capital energy trade-off. In addition, the process may have heat exchanger
matching constraints which create inaccuracies in the capital cost targets as described in
"Payback" previously. Finally the project time constraints may limit the use of the capital cost
targets for retrofit targeting. In this section a simpler approach to retrofit targeting based on
the analysis of energy target variation with DT
min
is described.
Figure 14: Targeting for retrofit applications
Figure 14 shows an example of a DT
min
- Energy plot for a process. The plot can be directly
obtained from the process composite curves. The vertical axis can represent energy target or
energy cost. Existing design corresponds to the DT
min
of 36ºC between the composite curves.
The plot shows that the variation of energy target (or energy cost) is quite sensitive to DT
min
in
the temperature range of 30ºC to 20ºC. However between 20ºC and 8ºC the energy target is
not sensitive to DT
min.
On the other hand the capital cost may rise substantially in this region.
It therefore implies that 20ºC is an appropriate target for the retrofit.
Although the DT
min
- Energy plot does not directly account for the capital cost dimension, it is
expected that dominant changes in the energy dimension will have an impact on the capital-
energy trade-off. The above approach, coupled with previous application experience on
similar processes (see following section: "Retrofit targeting based on experience DT
min
values") provides practical targets in many situations.
6.2.5 DTmin Calculation in PinchExpress
In PinchExpress, an option for automatically calculating a suitable DTmin for a process is
available. This calculation is done by considering an area-energy trade-off based on one of
two benchmark processes built in to PinchExpress. These processes are used as they
represent two extremes of plant economics.

Introduction to Pinch Technology
18 © Copyright 1998 Linnhoff March
A Crude Oil Project is used as the benchmark for above ambient processes because it
displays a well behaved trade-off between area cost and capital cost. In addition, the optimum
DTmin for this process is high because the composite curves are narrow, leading to high area
requirements. This means that it represents one extreme of plant economics, where the
optimum DTmin can be greater than 30°C. Using this benchmark will ensure that a lower
DTmin is selected for an above ambient process with diverging composite curves.
An Ethylene cold-end project is used as the benchmark for below ambient processes
because it requires refrigeration utilities at temperatures as low as -100°C. This is very
expensive so the economic DTmin is sensitive to the cost of the refrigeration utilities. This
therefore represents the other extreme of plant economics, where driving forces are tight to
minimise expensive refrigeration. The optimum DTmin for an ethylene cold-end may be as
low as 2°C. Using this as a benchmark will ensure that other processes requiring less
extreme refrigeration will use a higher DTmin.
A process that is similar to one of these two will be adequately represented by the benchmark
trade-off between area cost and energy cost. This trade-off can be fine tuned by changing the
benchmark DTmin values.
For each benchmark, PinchExpress defines two different DTmin values, one for a New
Design and one for a Retrofit project. The values for retrofit are usually slightly higher than
those for New Design (i.e. saving less energy) due to the difficulty of re-arranging the existing
heat exchangers.
A process that is significantly different from either benchmark will fit into one of the following
categories:
1. It has divergent composite curves and scope for use of intermediate utilities. For these
processes the optimum DTmin is usually determined by a sharp change in the plot of
DTmin vs. Energy Cost. This means that the trade-off between Energy Cost and Capital
Cost can vary significantly without hardly changing the optimum DTmin at all. In other
words, the answer is not very sensitive to the trade-off so the benchmark values are
perfectly adequate.
2. It is a mixture of above and below ambient parts. In this case PinchExpress will
automatically use both benchmarks when determining the trade-off between energy cost
and capital cost.
From this discussion it should now be clear that PinchExpress has sufficient information to
calculate a suitable DTmin for any type of process. Most importantly, this can be done without
knowing specific information about individual heat exchanger costs or heat transfer
coefficients.
A final point worth making is that this new method can be regarded as a combination of all the
other methods described in this document, for the following reasons:
1. The use of benchmark processes is analogous to the use of experience values (see next
section).
2. For a refinery process the method will explore the trade-off between area cost and energy
cost, in a similar manner to that described in earlier sections.
Introduction to Pinch Technology
19
3. For a petro-chemical process the method will identify sharp changes in the plot of Energy
Cost vs. DTmin, which is the method described previously in “Retrofit targeting based on
DTmin - Energy curves”.
6.2.6 Retrofit targeting based on experience DT
min
values
It is expected that retrofit projects involving similar cost scenarios (fuel and capital costs etc.),
and similar levels of process technology may result in similar target DT
min
values.
In such
cases previous applications experience provides a useful source of information for setting the
target DT
min
for the process.
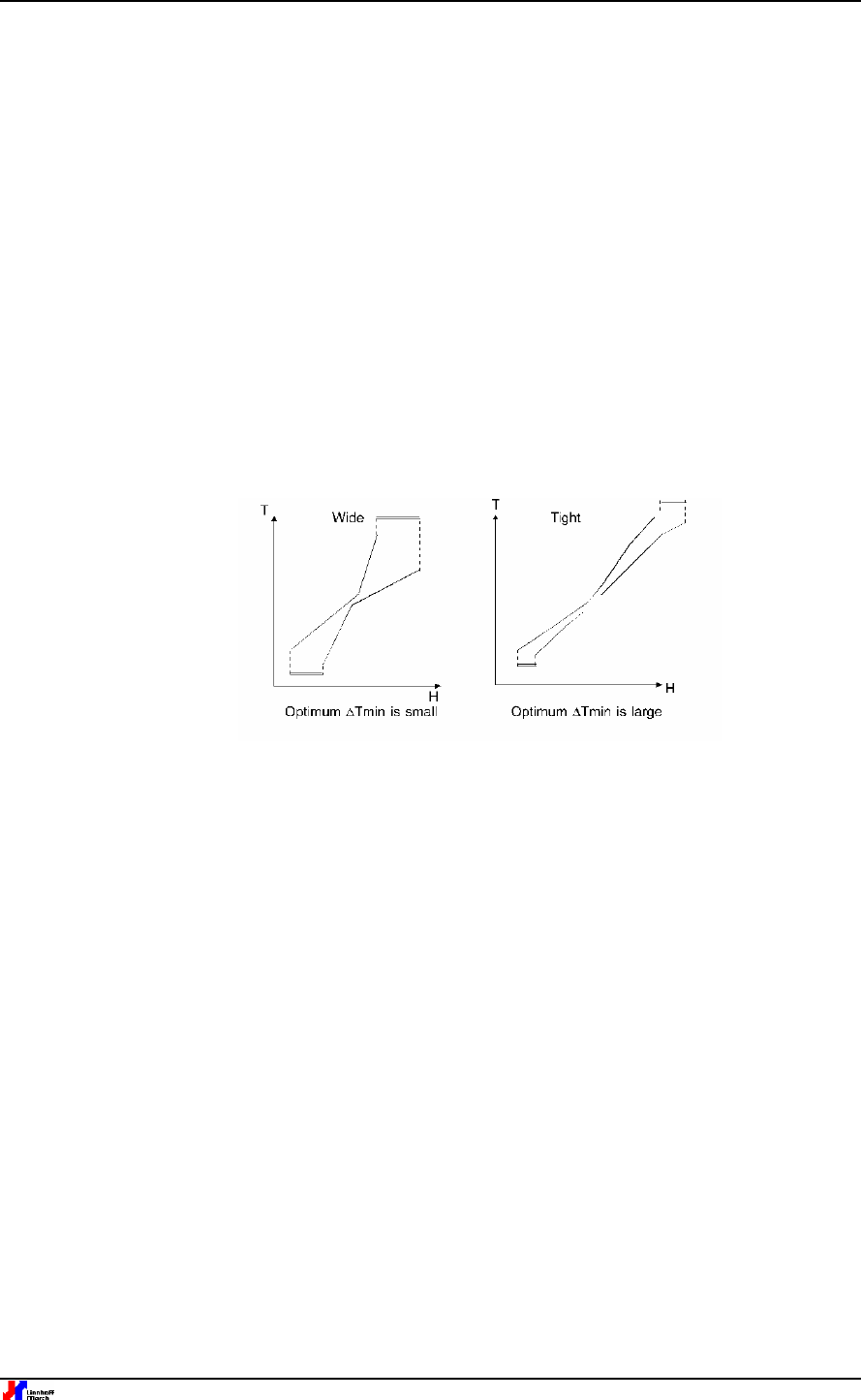
Usually similar processes have similar shapes of composite curves. For example for
atmospheric distillation units, the composite curves tend
be “parallel” to each other due to the
similarity of
the mass flows between the feed and the products of distillation. The shape of the
composite curves influences the temperature driving force distribution in the process and
therefore the heat exchanger network capital cost. Figure 15 illustrates the impact of the
shape of the composite curves on the target DT
min
value.
Figure 15: Effect of shape of composite curves on optimum process DTmin
For wide (or divergent) composite curves, even at low values of DT
min
, the overall
temperature driving force is quite high. Conversely for tight (or parallel) composite curves the
heat exchanger capital cost will be quite high at low DT
min
values. Such an understanding
coupled with previous applications experience can be quite useful in setting practical retrofit
targets.
The following tables detail Linnhoff March's experience DT
min
values. It is important to note
that although experience based DT
min
values can provide practical targets for retrofit
modifications, in certain situations it may result in non-optimal solutions and therefore loss of
potential opportunities. It is therefore recommended that the use of experience based DT
min
is
treated with caution and that as much as possible the choice is backed up by quantitative
information (such as DT
min
versus energy plot etc.).
Introduction to Pinch Technology
20 © Copyright 1998 Linnhoff March
6.2.7 Typical DT
min
values for various types of processes
Table 2 shows typical
DT
min
values for several types of processes. These are values based
on Linnhoff March’s application experience.
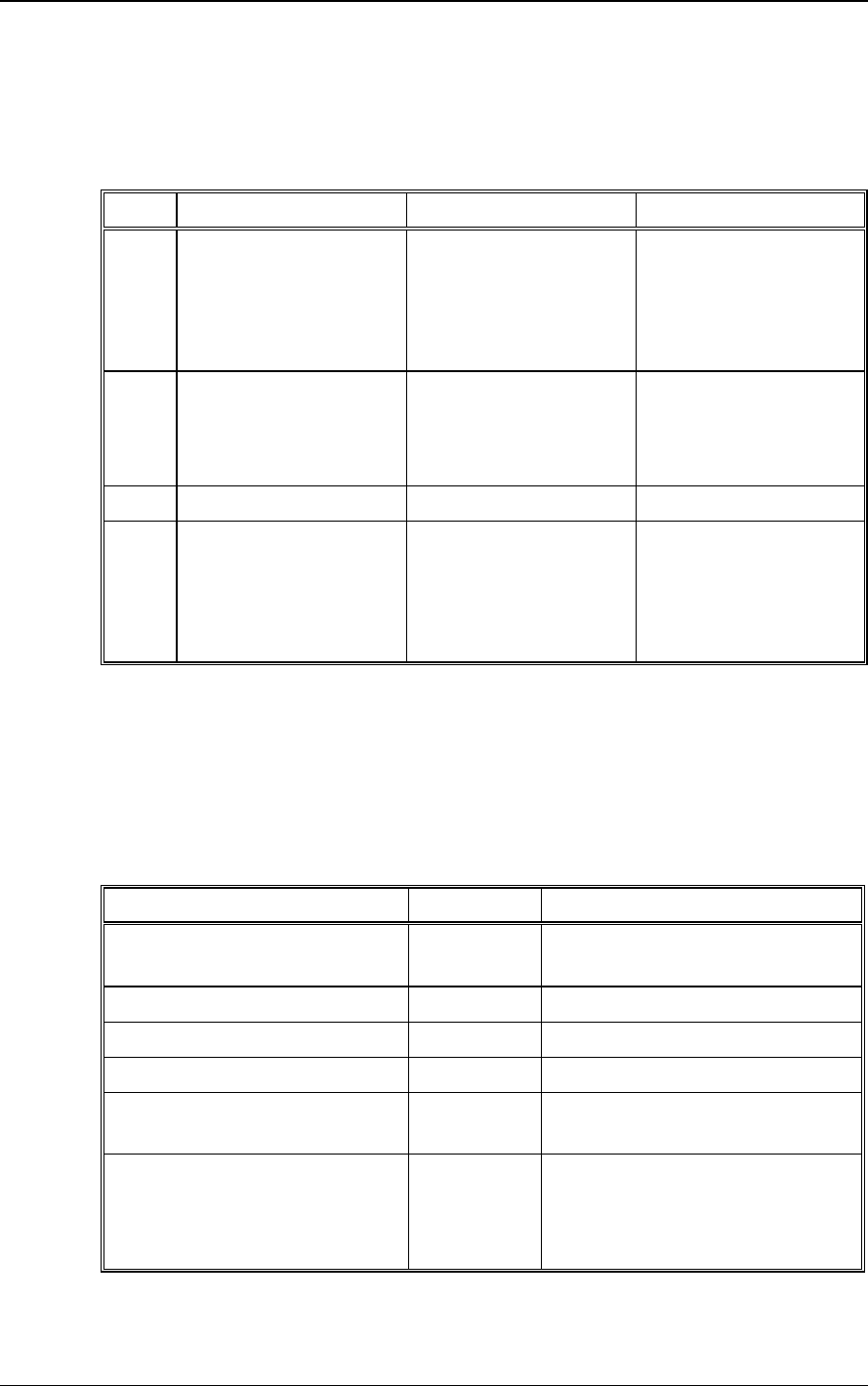
No Industrial Sector Experience DT
min
Values Comments
1 Oil Refining 20-40ºC Relatively low heat transfer
coefficients, parallel
composite curves in many
applications, fouling of heat
exchangers
2 Petrochemical 10-20ºC Reboiling and condensing
duties provide better heat
transfer coefficients, low
fouling
3 Chemical 10-20ºC As for Petrochemicals
4 Low Temperature Processes 3-5ºC Power requirement for
refrigeration system is very
expensive.
DT
min
decreases
with low refrigeration
temperatures
Table 2: Typical DT
min
values for various types of processes
6.2.8 Typical DT
min
values used for matching utility levels against process
streams
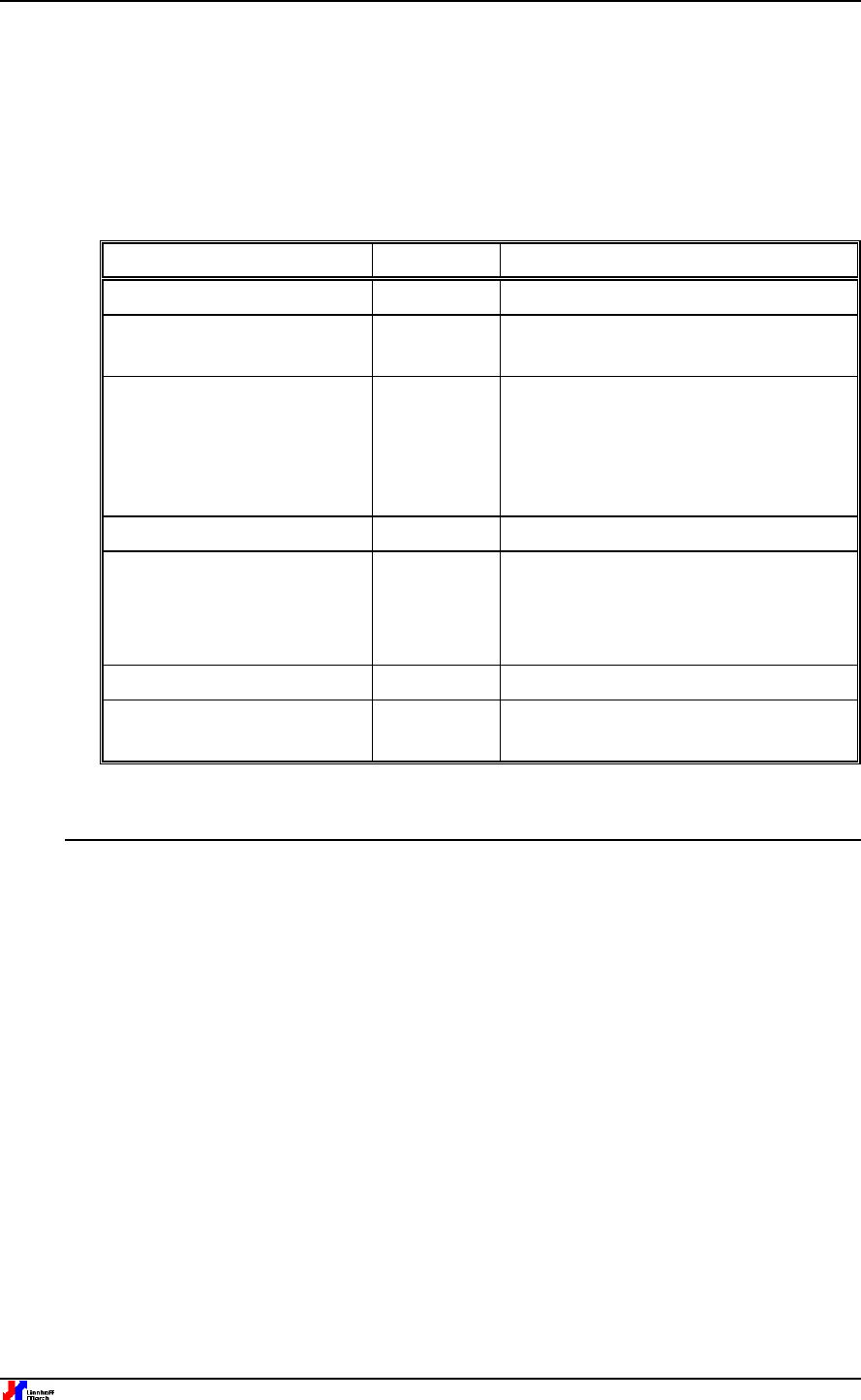
Below are typical DT
min
values for matching utilities against process streams.
These
experience based DT
min
values are useful in identifying targets for appropriate utility loads at
various utility levels.
Match DT
min
Comments
Steam against Process Stream 10-20ºC Good heat transfer coefficient for steam
condensing or evaporation
Refrigeration against Process Stream 3-5ºC Refrigeration is expensive
Flue gas against Process Stream 40ºC Low heat transfer coefficient for flue gas
Flue gas against Steam Generation 25-40ºC Good heat transfer coefficient for steam
Flue gas against Air (e.g. air preheat) 50ºC Air on both sides.
Depends on acid dew
point temperature
CW against Process Stream 15-20ºC Depends on whether or not CW is
competing against refrigeration.
Summer/Winter operations should be
considered
Table 3: Typical DT
min
values for process-utility matches
Introduction to Pinch Technology
21
6.2.9 Typical DT
min
values used in retrofit targeting of various refinery
processes
Table 4 shows typical DT
min
values used in retrofit targeting of refinery processes, based on
Linnhoff March’s refinery studies. The comments provide qualitative explanation for the
choice of the DT
min
value.
Process DT
min
Comments
CDU 30-40ºC Parallel (tight) composites
VDU 20-30ºC Relatively wider composites (compared to
CDU) but lower heat transfer coefficients
Naphtha Reformer/Hydrotreater
Unit
30-40ºC Heat exchanger network dominated by feed-
effluent exchanger with DP limitations and
parallel temperature driving forces.
Can get
closer DT
min
with Packinox exchangers (up to
10-20º)
FCC 30-40ºC Similar to CDU and VDU
Gas Oil Hydrotreater/Hydrotreater 30-40ºC Feed-effluent exchanger dominant. Expensive
high pressure exchangers required.
Need to
target separately for high pressure section
(40ºC) and low pressure section (30ºC).
Residue Hydrotreating 40ºC As above for Gas Oil Hydrotreater/Hydrotreater
Hydrogen Production Unit 20-30ºC Reformer furnace requires high DT (30-50ºC).
Rest of the process: 10-20ºC.
Table 4: Typical DT
min
values for Refinery Processes
7 Process Modifications
The minimum energy requirements set by the composite curves are based on a given
process heat and material balance.
By changing the heat and material balance, it is possible
to further reduce the process energy requirement.
There are several parameters that could be
changed such as distillation column operating pressures and reflux ratios, feed vaporisation
pressures, pump-around flowrates, reactor conversion etc.
The number of choices is so large
that it seems impossible to confidently predict the parameters that could be changed to
reduce energy consumption. However, by applying the thermodynamic rules based on Pinch
Analysis, it is possible to identify changes in the appropriate process parameter that will have
a favourable impact on energy consumption. This is called the "plus-minus principle".
7.1 The plus-minus principle for process modifications
The heat and material balance of the process determines the composite curves of the
process. As the heat and material balance change, so do the composite curves. Figure 16(a)
summarises the impact of these changes on the process energy targets.
Introduction to Pinch Technology
22 © Copyright 1998 Linnhoff March
In general any :
• Increase in hot stream duty above the pinch.
• Decrease in cold stream duty above the pinch.
will result in a reduced hot utility target, and any:
• Decrease in hot stream duty below the pinch.
• Increase in cold stream duty below the pinch
will result in a reduced cold utility target.
This is termed as the “+/- principle” for process modifications. This simple principle provides a
definite reference for any adjustment in process heat duties, such as vaporisation of a
recycle, pump-around condensing etc., and indicates which modifications would be beneficial
and which would be detrimental.
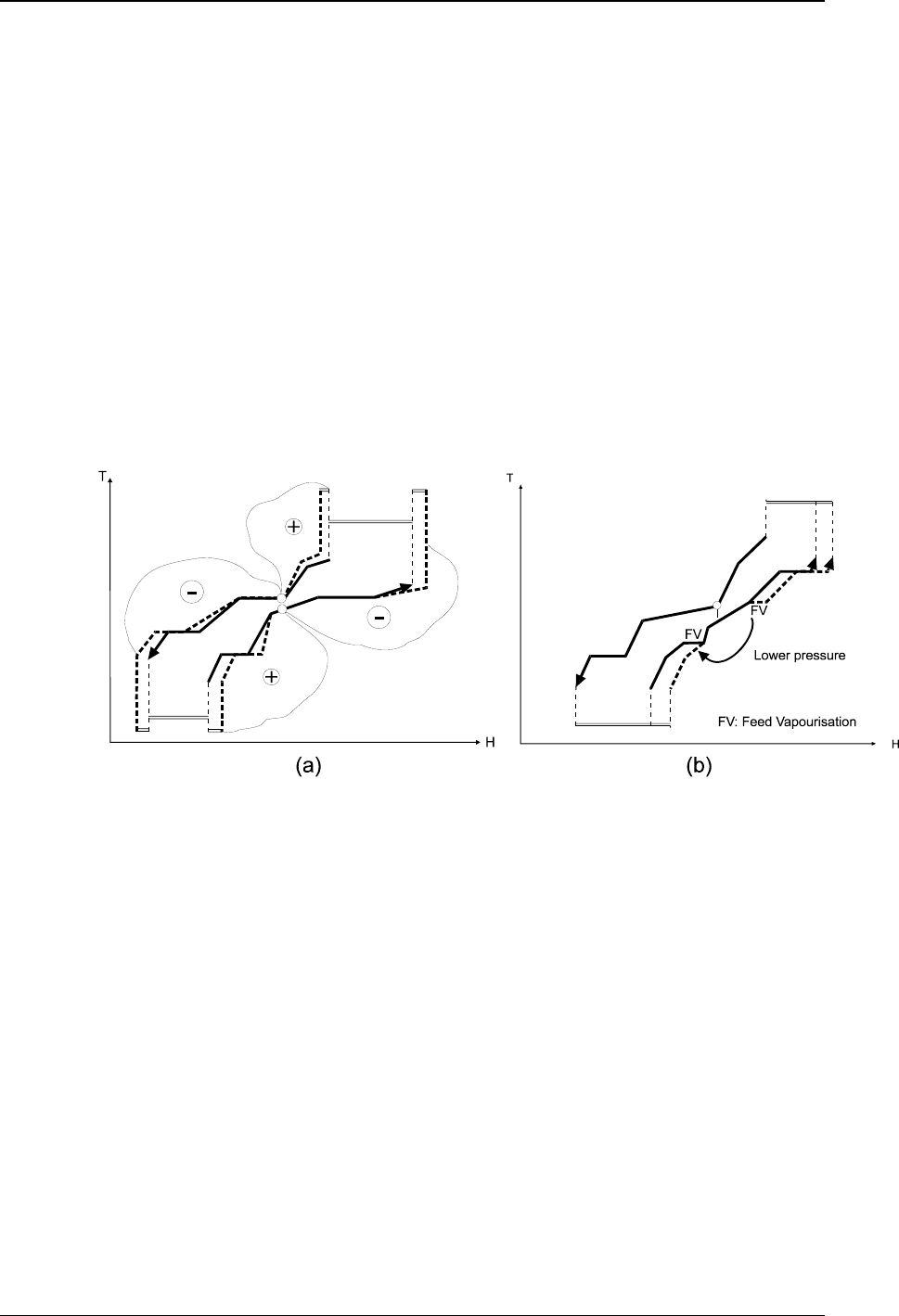
Figure 16: Modifying the process,
(a) The +/- principle for process modifications (b)
Temperature changes can affect the energy targets only if streams are shifted through the
pinch.
Often it is possible to change temperatures rather than heat duties. It is clear from Figure
16(a) that temperature changes that are confined to one side of the pinch will not have any
effect on the energy targets.
Figure 16(b) illustrates how temperature changes across the
pinch can change the energy targets. Due to the reduction in feed vaporisation (FV) pressure,
the feed vaporisation duty has moved from above to below the pinch.
As a result the process
energy target is reduced by the vaporisation duty.
This can be considered as an application of
+/- principle twice.
Thus the beneficial pattern for shifting process temperatures can be summarised as follows:
• Shift hot streams from below the pinch to above the pinch
• Shift cold streams from above the pinch to below the pinch
The +/- principle is in line with the general idea that it ought to be beneficial to increase the
temperature of hot streams (this must make it easier to extract heat from them) and that
Introduction to Pinch Technology
23
likewise reduce the temperature of the cold streams. Changing the temperature of streams in
this fashion will improve the driving forces in the heat exchanger network but can also
decrease the energy targets if the temperature changes extend across the pinch.
The
designer can predict which modifications would be beneficial, detrimental, or inconsequential
ahead of design.
7.2 Distillation Columns
Distillation columns are one of the major consumers of energy in chemical processes. In this
section the principles for appropriate modification of distillation columns and their integration
with the remaining process are considered. Firstly pinch analysis for stand-alone modification
of distillation columns is considered, followed by principles for appropriate integration of
distillation columns with the remaining process.
The SuperTarget Column module developed by Linnhoff March provides an advanced
software tool for the implementation of standalone column modifications. PinchExpress and
SuperTarget Process provide tools for assessing the impact of column heat integration within
a process.
7.2.1 Stand-alone column modifications
There are several options for improving energy efficiency of distillation columns. These
include reduction in reflux ratio, feed conditioning and side condensing/reboiling etc. Using
pinch analysis it is possible to identify which one of these modifications would be appropriate
for the column and what would be the extent of the modification.
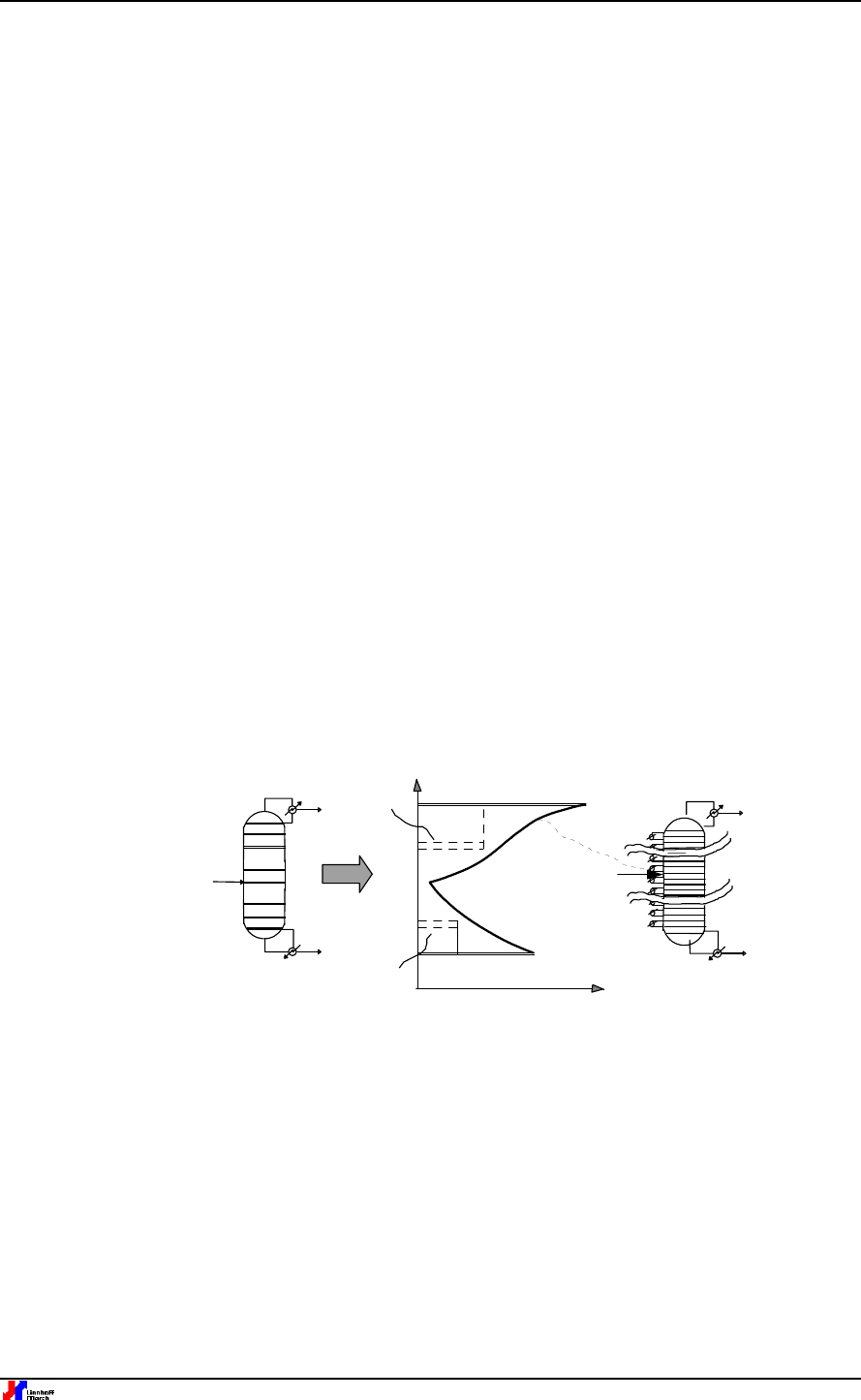
The Column grand composite curve
(a)
Converged
Simulation
T
H
Reboiler
Condenser
Column Grand
Composite Curve
(b)
Side
Reboiler
Side
Condenser
(c)
Ideal
Column
Figure 17: Procedure for obtaining Column Grand Composite Curve
The tool that is used for column thermal analysis is called the Column Grand Composite
Curve (CGCC) [15], an example of which is shown in Figure 17.
The procedure for obtaining
the CGCC starts with a converged column simulation as shown in the figure.
From the
simulation, the necessary column information is extracted on a stage-wise basis.
This
information can then processed (for example by using the SuperTarget Column module) to
generate the CGCC as shown in Figure 17(b).
Introduction to Pinch Technology
24 © Copyright 1998 Linnhoff March
The CGCC, like the grand composite curve for a process,
provides a thermal profile for a
column and is used for identifying appropriate targets for the column modifications such as
side condensing and reboiling as shown in the figure. In a normal column energy is supplied
to the column at reboiling and condensing temperatures. The CGCC relates to minimum
thermodynamic loss in the column or “Ideal Column” operation (see Figure 17(c)).
For ideal
column operation the column requires infinite number of stages and infinite number of side
reboilers and condensers as shown in Figure 17(c). In this limiting condition, the energy can
be supplied to the column along the temperature profile of the CGCC instead of supplying it at
extreme reboiling and condensing temperatures. The CGCC is plotted in either T-H or Stage-
H dimensions. The pinch point on the CGCC is usually caused by the feed.
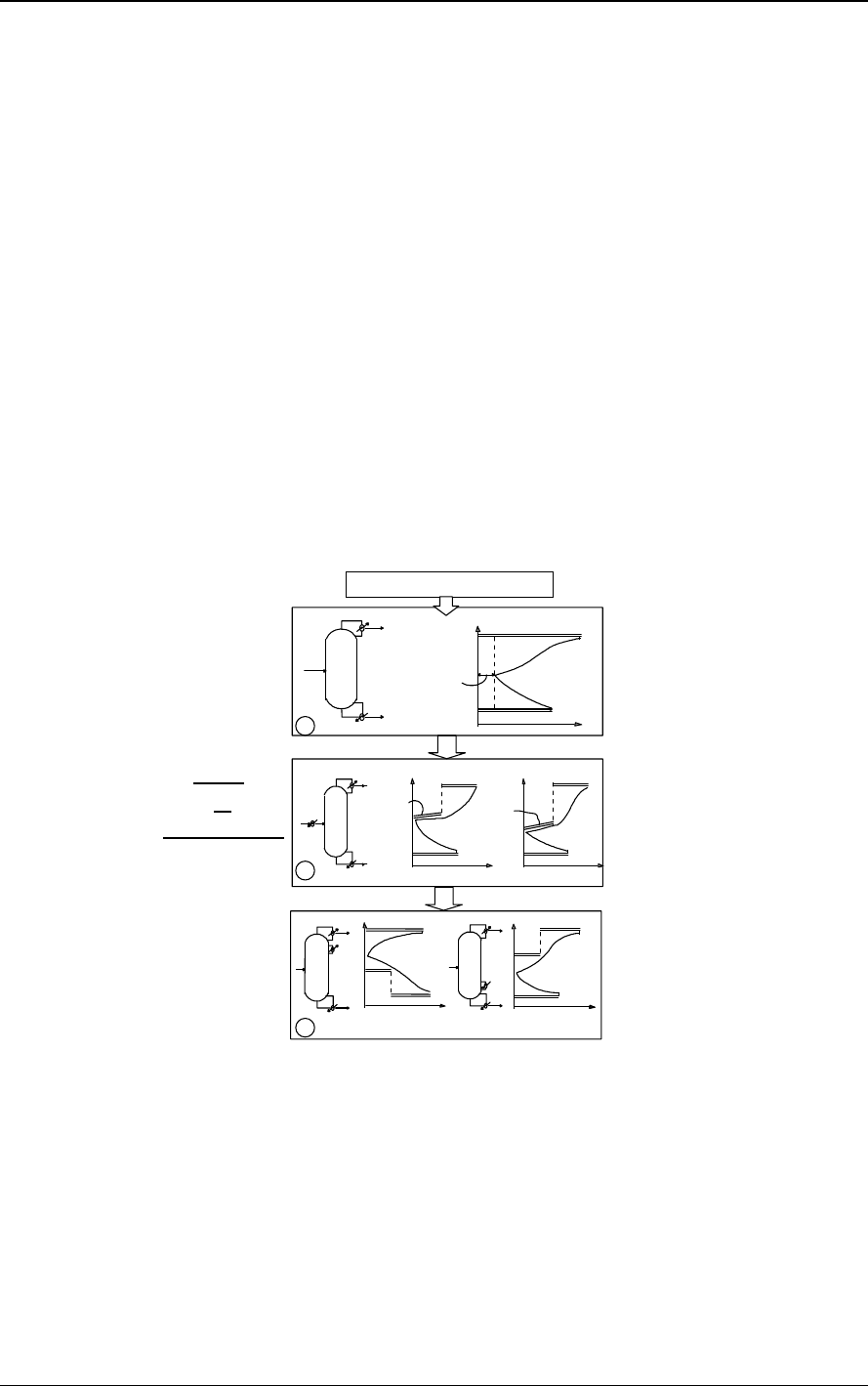
Modifications using the Column grand composite curve
Figure 18 shows the use of the CGCC in identifying appropriate stand-alone column
modifications. Firstly, the feed stage location of the column must be optimised in the
simulation prior to the start of the column thermal analysis. This can be carried out by trying
alternate feed stage locations in simulation and evaluating its impact on the reflux ratio. The
feed stage optimisation is carried out first since it may strongly interact with the other options
for column modifications. The CGCC for the column is then obtained.
Order
of
Modifications
Reflux
Modification
Feed
Conditioning
Side
Condensing
/Reboiling
H
T
Reboiler
Condenser
Scope for
Reflux
Feed Preheat
H
Temp
Reboiler
Condenser
Reboiler
Side
Temp
H
Reboiler
Condenser
Stage
H
Reboiler
Condenser
Scope for
No.
Feed Preheat
H
Reboiler
Condenser
Temp
Side
Cond.
a
b
c
Feed Stage Optimisation
Figure 18: Using Column Grand Composite Curve to identify column modifications
As shown in Figure 18(a) the horizontal gap between the vertical axis and CGCC pinch point
indicates the scope for reflux improvement in the column. As the reflux ratio is reduced, the
CGCC will move close to the vertical axis. The scope for reflux improvement must be
considered first prior to other thermal modifications since it results in direct heat load savings
both at the reboiler and the condenser level. In an existing column the reflux can be improved
by addition of stages or by improving the efficiency of the existing stages.
After reflux improvement the next priority is to evaluate the scope for feed preheating or
cooling (see Figure 18(b)). This is identified by a “sharp change” in the stage-H CGCC shape
Introduction to Pinch Technology
25
close to the feed as shown in the figure with a feed preheating example.
The extent of the
sharp change approximately indicates the scope for feed preheating. Successful feed
preheating allows heat load to be shifted from reboiler temperature to the feed preheating
temperature. Analogous procedure applies for feed pre-cooling.
After feed conditioning, side condensing/reboiling should be considered. Figure 18(c)
describes CGCC’s which show potential for side condensing and reboiling. An appropriate
side reboiler allows heat load to be shifted from the reboiling temperature to a side reboiling
temperature without significant reflux penalty.
In general, feed conditioning offers a more moderate temperature level than side
condensing/reboiling. Also feed conditioning is external to the column and is therefore easier
to implement than side condensing and reboiling. The sequence for the different column
modifications can be summarised as follows:
1. Feed stage location
2. Reflux improvement
3. Feed preheating/cooling
4. Side condensing/reboiling.
7.2.2 Column integration
In the previous section, ways of improving column thermal efficiency by stand alone column
modifications were considered. In many situations it is possible to further improve the overall
energy efficiency of the process by appropriate integration of the column with the background
process. By “column integration” a heat exchange link is implied between the column
heating/cooling duties and the process heating/cooling duties or with the utility levels. Figure
19 summarises the principles for appropriate column integration with the background
process.
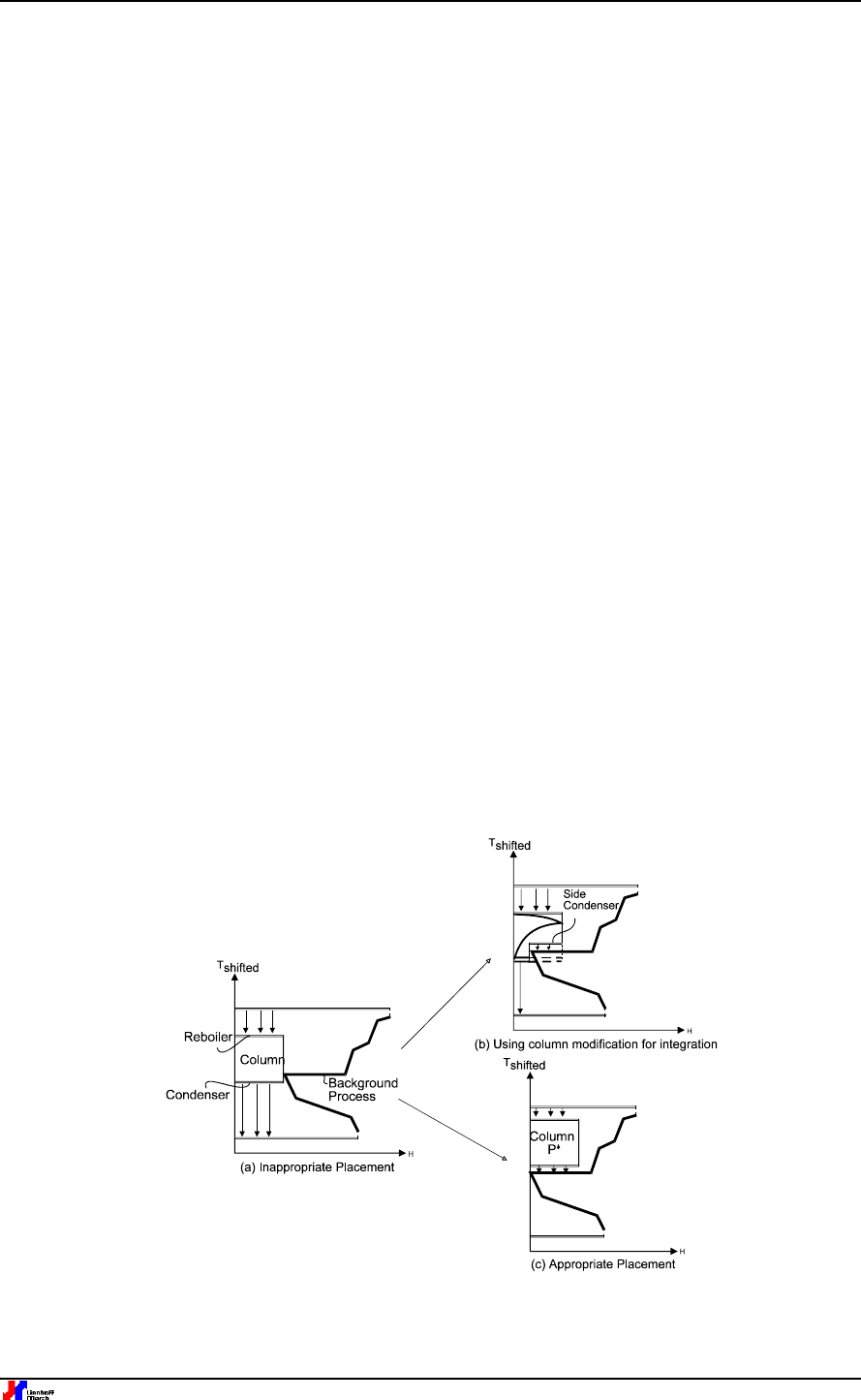
Figure 19: Appropriate Integration of a distillation column with the background process

Introduction to Pinch Technology
26 © Copyright 1998 Linnhoff March
Figure 19(a) shows a column with a temperature range across the pinch temperature of the
background process. The background process is represented by its grand composite curve.
The overall energy consumption in this case is equal to that of the column plus the
background process. In other words, there is no benefit in integrating the column with the
background process. The column is therefore inappropriately placed as regards its integration
with the background process.
Figure 19(b) shows the CGCC of the column. The CGCC indicates a potential for side
condensing. The side condenser opens up an opportunity for integration between the column
and the background process. Compared to Figure 19(a) the overall energy consumption
(column + background process) has been reduced due to the integration of the side
condenser.
As an alternative the column pressure could be increased. This will allow a complete
integration between the column and the background process via the column condenser
(Figure 19(c)).
The column is now on one side of the pinch (not across the pinch). The overall
energy consumption (column + background process) equals the energy consumption of the
background process. Energy-wise the column is running effectively for free. The column is
therefore appropriately placed as regards its integration with the background process.
To summarise, the column is inappropriately placed if it is placed across the pinch and has no
potential for integration with the background process via side condensers or reboilers etc.
The integration opportunities are enhanced by stand-alone column modifications such as
feed conditioning and side condensing/reboiling. The column is appropriately placed if it lies
on one side of the pinch and can be accommodated by the grand composite of the
background process.
Appropriate column integration can provide substantial energy benefits. However these
benefits must be compared against associated capital investment and difficulties in operation.
In some cases it is possible to integrate the columns indirectly via the utility system which
may reduce operational difficulties.
The principle of appropriate column integration can also be applied to other thermal
separation equipment such as evaporators [7].
8 Placement of Heat Engines and Heat Pumps
Heat engines and heat pumps constitute key components of the process utility system. In this
section, principles based on pinch analysis for appropriate integration of heat engines and
heat pumps with processes, will be considered.
8.1 Appropriate integration of
heat engines
A heat engine in a process context can have two objectives; supplying for process heat
demand and generation of power. Appropriate integration of heat engines with the process
provides the most energy efficient combination of these objectives. By “integration” here a
heat exchange link is implied between the heat engine and the process. Figure 20 shows
three possibilities of integration of a heat engine with a process. The process is represented
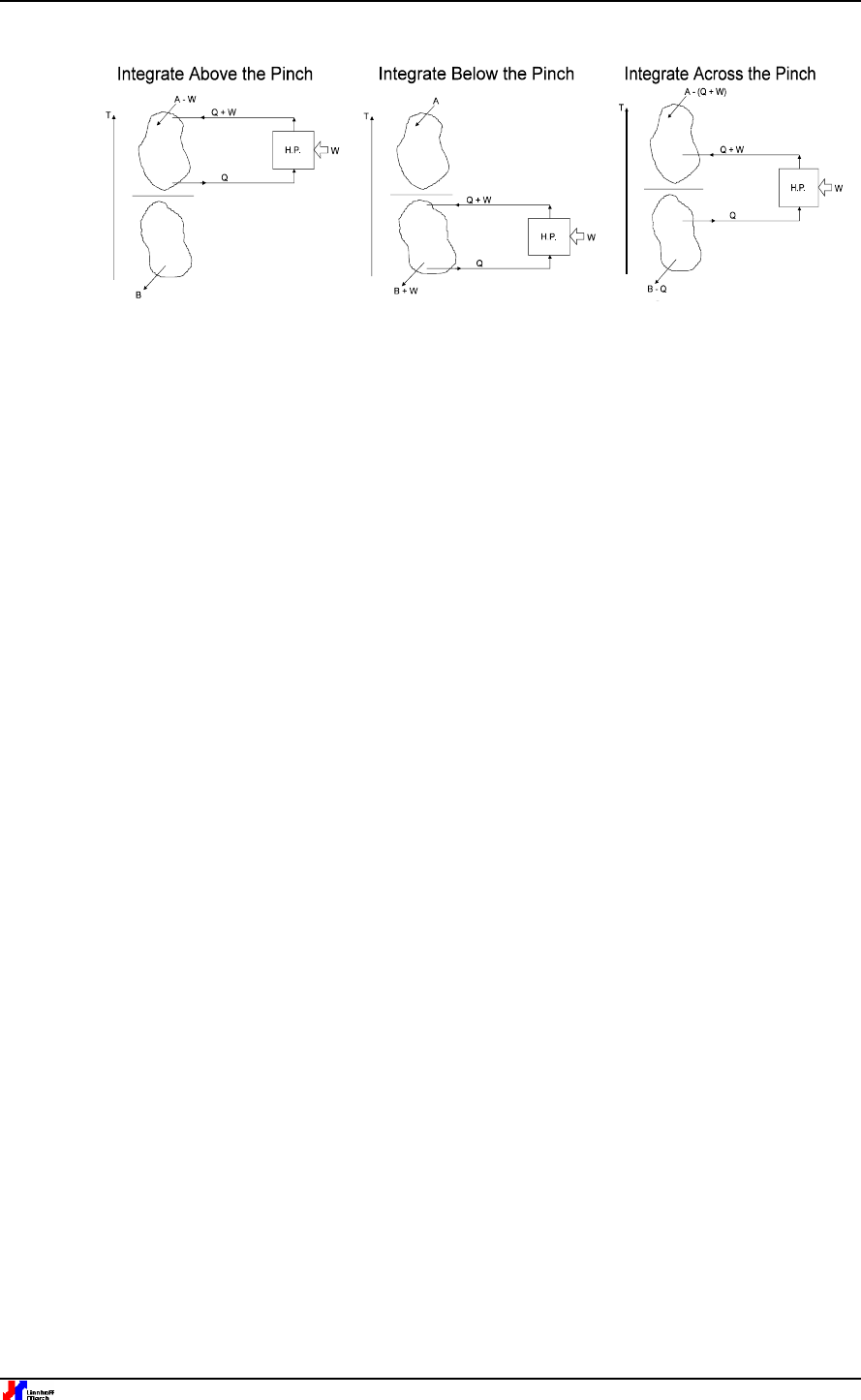
by two regions: one above and other below the pinch. If a heat engine is integrated across the
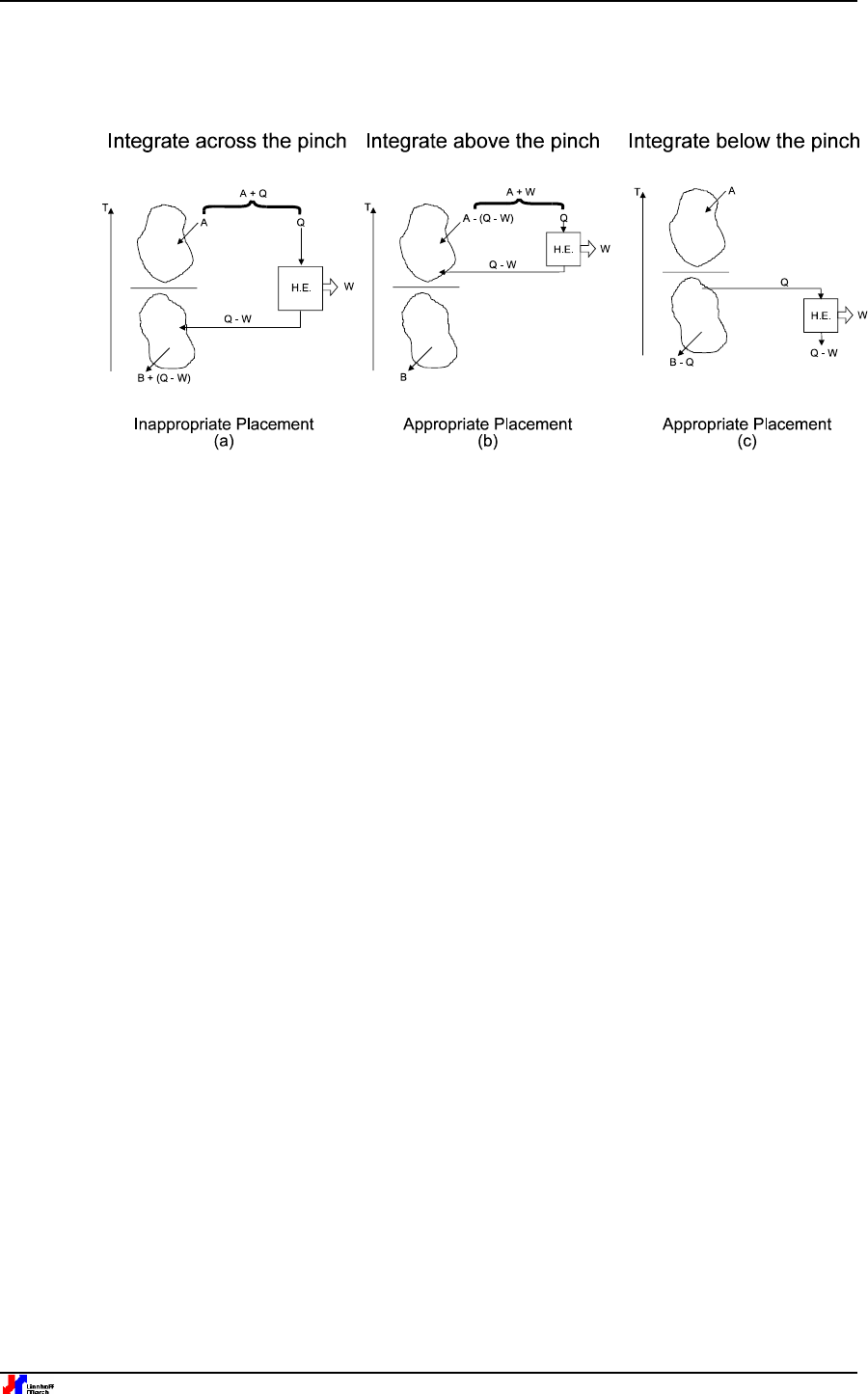
Introduction to Pinch Technology
27
pinch (Figure 20(a)), it does not provide any benefit due to integration. The overall energy
consumption is as good as operating the heat engine independent of the process.
Figure 20: Appropriate Placement Principle for heat engines
If the heat engine is placed so that it rejects heat into the process above the pinch
temperature (Figure 20(b)), it transfers the heat to process heat sink, thereby reducing the hot
utility demand. Due to the heat engine the overall hot utility requirement is only increased by
W (i.e. the shaftwork). This implies a 100% efficient heat engine. The heat engine is therefore
appropriately placed.
If the heat engine is placed so that it takes in energy from the process below the pinch
temperature (Figure 20(c)), it takes that energy from an overall process heat source. Here the
engine runs on process heat free of fuel cost and reduces the overall cold utility requirement
by W. The heat engine is again appropriately placed.
To summarise, appropriate placement of heat engines is either above the pinch or below the
pinch but not across the pinch.
The above mentioned principle provides basic rules for integration of heat engines. The rules
assume that the process is able to absorb all the heat rejected by the heat engine. The
designers therefore must use the grand composite curve in setting the integration of the heat
engine with the process.
8.1.1 Identifying opportunities for heat engine placement
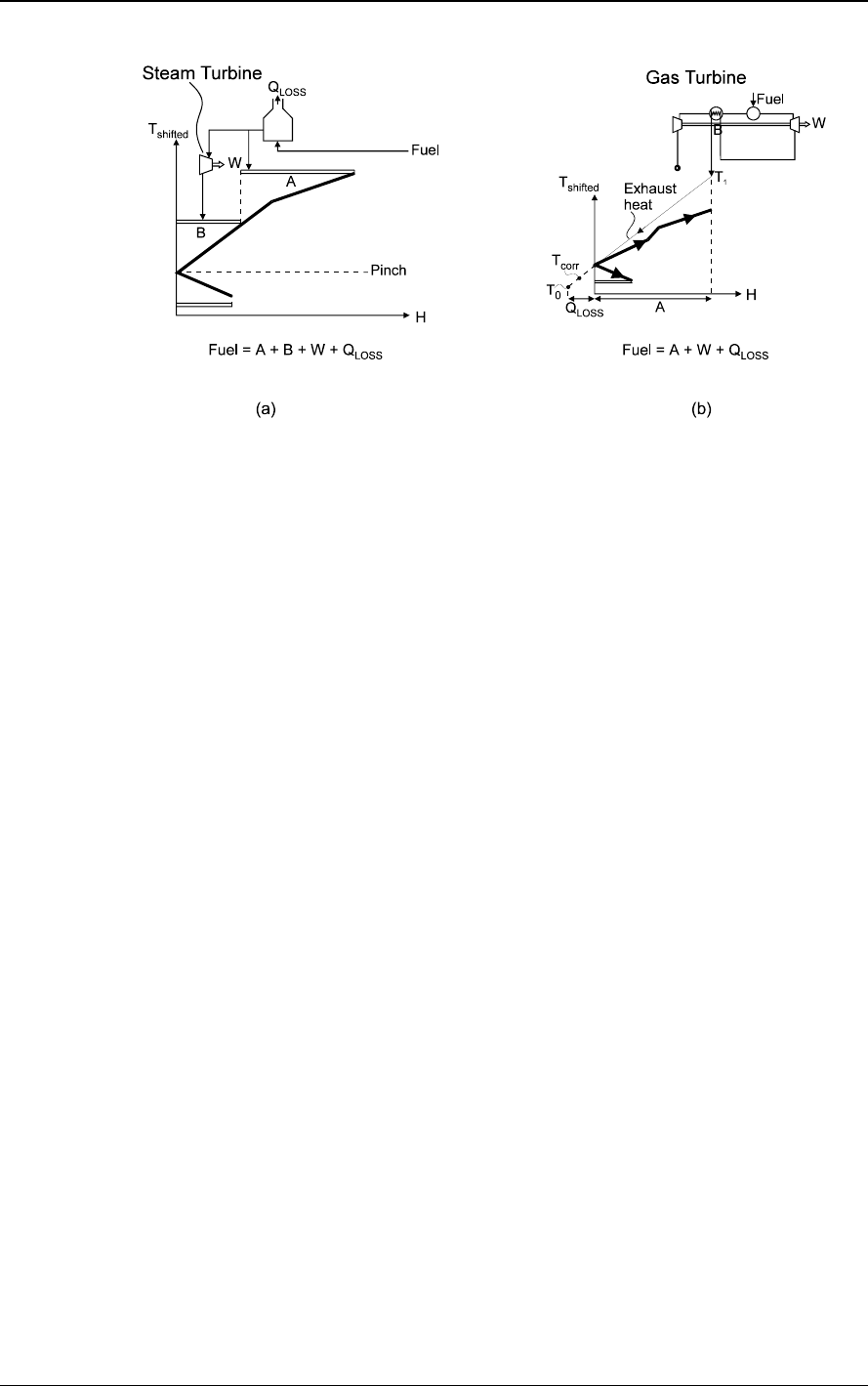
Figure 21 shows the placement of steam and gas turbines against the grand composite
curve.
Both the placements are on one side of the pinch and are therefore appropriate. Figure
21(a) shows the integration of a steam turbine system with a process. Starting from the
targets for steam demands (A and B) the key parameters for the steam turbine system are
set. For a given boiler steam pressure, the overall fuel demand and shaftwork (W) can be
calculated. The overall fuel demand = A+B+W+Q
LOSS
where Q
LOSS
is the heat loss from the
boiler.
Thus targets are set for the overall fuel demand and shaftwork potential for the process
starting from the grand composite curve.
Introduction to Pinch Technology
28 © Copyright 1998 Linnhoff March
Figure 21: Placement of steam and gas turbines against the grand composite curve
Figure 21(b) shows an example of appropriate integration of gas turbine with the process.
The
exhaust heat of the gas turbine is utilised for satisfying process heating demand.
This is
represented by placement of thermal profile of the exhaust heat against the grand composite
curve as shown in the figure.
The gas turbine exhaust heat therefore saves the equivalent hot
utility demand of the process.
The heat from the gas turbine fuel demand is obtained by the
sum of process heating demand (A), shaftwork (W) and the heat loss below the pinch
temperature (Q
LOSS
).
8.2 Appropriate integration of heat pumps
A heat pump accepts heat at a lower temperature and, by using mechanical power, rejects
the heat at a higher temperature.
The rejected heat is then the sum of the input heat and the
mechanical power.
Heat pumps provide a way of using waste heat for useful process heating.
The pinch analysis principle for integration of heat pumps is useful in setting key design
parameters for the heat pumps.
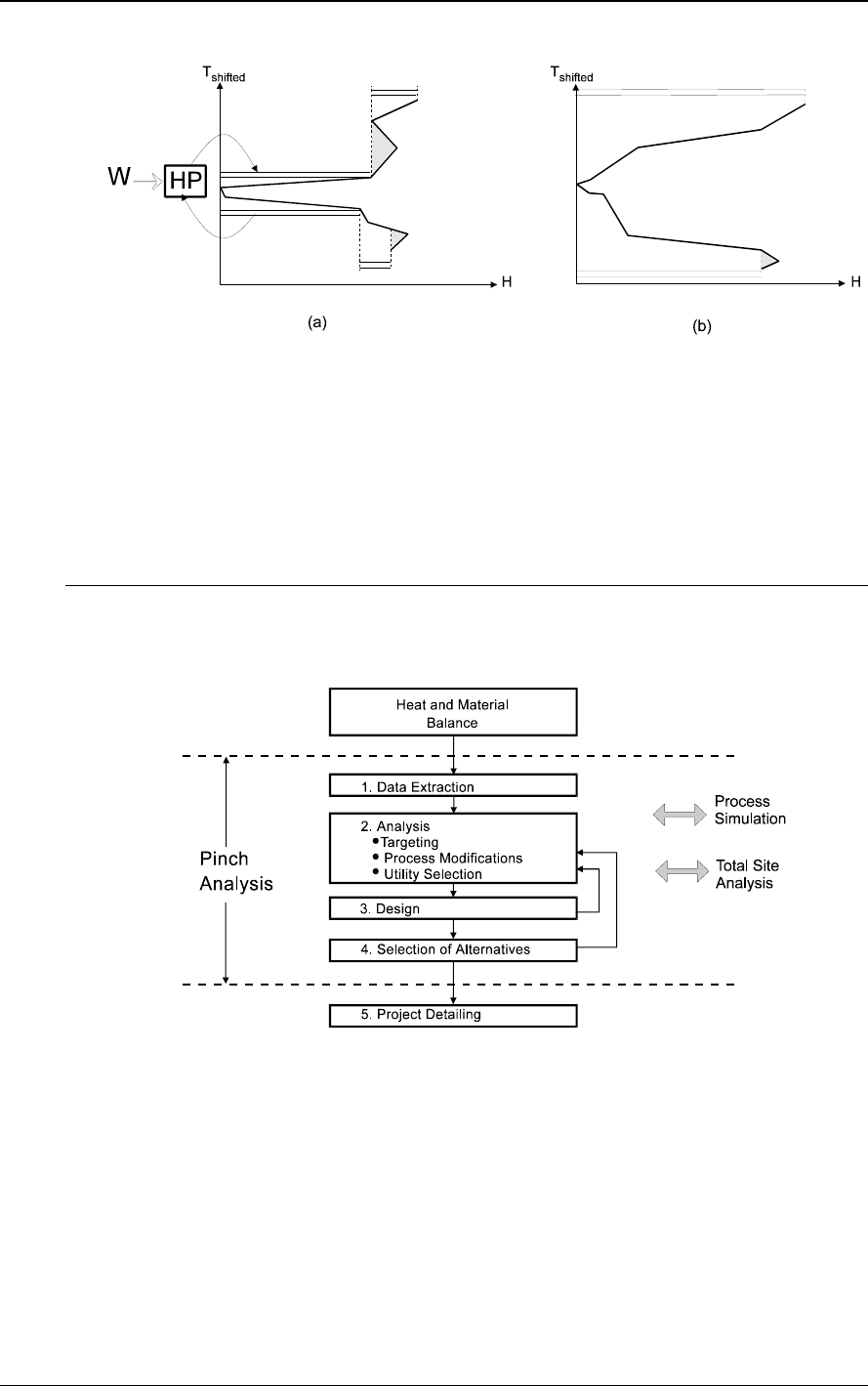
Figure 22 shows the three arrangements that a heat pump may take relative to the pinch.
First, heat can be taken from above the pinch and rejected at a higher temperature also
above the pinch (Figure 22(a)).
This saves hot utility by the amount W but only at the expense
of an equal input of power W.
Because power is much more expensive than heat (typically 4
to 5 times), this is not an efficient solution.
Introduction to Pinch Technology
29
Inappropriate placement
(a)
Inappropriate placement
(b)
Appropriate placement
(c)
Figure 22: Placement of heat pumps.
Second, the heat pump can take in heat from below the pinch and reject it at a higher
temperature, also below the pinch (Figure 22(b)).
This is even more inefficient because W
units of heat (from power) is rejected to a part of the process that already had an excess of
heat (remember, the process below the pinch is a heat source).
The third option is to take in
heat from below the pinch and reject it at a temperature above the pinch (Figure 22(c)).
This
provides savings in both hot and cold utilities because it is pumping heat from a source
(below the pinch) to a sink (above the pinch).
The appropriate way to integrate a heat pump is
therefore across the pinch.
It is important to note here that “pinch” denotes process as well as
utility pinch. The overall economics of the heat pump however, depend on the heat savings
due to heat pump compared with the cost of power input and capital cost of the heat pump
and associated heat exchangers.
8.2.1 Identifying opportunities for heat pump placement
As discussed previously, the economics of the heat pump placement depend on the balance
between process heat savings versus power requirement for heat pumping. In order to make
the heat pump option economical a large process heat duty and small temperature differential
across the heat pump are needed. By examining the grand composite curve of a process, it is
possible to identify quickly when opportunities for introducing a heat pump may exist.
Consider Figure 23(a). The grand composite curve shows a region of small temperature
change and large enthalpy change above and below the pinch.
This pointed “nose” at the
pinch indicates that a heat pump can be installed across the small temperature change for a
relatively large saving in heating and cooling demand.
The energy saving will therefore be
high for a relatively small expense in power (high coefficient of performance).
The diagram in
Figure 23(b), however, shows that the heat pump option may be uneconomical since the
temperature differential across the heat pump is quite large which will result in high power
requirement for the heat pump.
Introduction to Pinch Technology
30 © Copyright 1998 Linnhoff March
Figure 23: A pointed ‘nose’ at the process or utility pinch indicates a good heat pump
opportunity.
Refrigeration systems constitute another class of heat pumping applicable to sub-ambient
temperature regions. The principles of appropriate placement as discussed in this section are
also applicable to refrigeration systems. In addition techniques have been developed which
provide a more detailed approach for the placement of refrigeration levels against the grand
composite curve [11, 12].
9 Heat Exchanger Network Design
The figure below provides an overview of key steps in pinch technology.
Figure 24: Key steps in Pinch Technology
So far the first two steps have been considered, namely, data extraction and analysis. Data
extraction involves translation of flow-sheet information into relevant thermal and cost
information required for the application of pinch technology (section 3). For more information
on the principles of converting flowsheet data to pinch analysis data see "Data Extraction
Principles" (in section 10). The second step in pinch technology is pinch analysis based on
targets. This involves targeting for energy (section 4), trade-offs in targeting mode between
capital and energy (section 6), targeting for process modifications (section 7) and targeting for
multiple utility levels (section 5) and placement of heat engines and heat pumps (section 8).

Introduction to Pinch Technology
31
In the analysis stage the objective is to explore various options for process improvement
quickly and easily using targeting, without getting into the detail of specific flow-sheet
changes. This allows quick screening of various options for process improvement such as
energy recovery, process modifications, utility system integration etc. The key improvement
options identified in the analysis stage need to be implemented in design. In this section the
focus is on the design aspect of pinch technology. This translates the ideas for improvement
obtained during the analysis/targeting stage into specific modifications of the heat exchanger
network.
The heat exchanger network design procedure is based upon pinch analysis principles and is
called the Pinch Design Method. The method systematically leads the engineer to good
network designs that achieve the energy targets within practical limits. The network design
procedure uses a special representation for heat exchanger networks called the “Grid
Diagram” (section 9.2). The network design procedures for new design and retrofit design are
discussed separately in sections 9.3 and 9.4 respectively. Before this however, some further
consideration is given to network representation.
9.1 The Difference Between Streams and Branches
Previous sections have described how Pinch Technology uses stream data and utility data to
represent a process design. This representation is sufficient for targeting, which only needs to
know about the heat sources and sinks at each temperature interval. It is not complete
enough, however, to represent a network of heat exchanger matches because it does not
contain any information on stream splits and mixers. An additional structure must therefore be
overlaid on top of the stream and utility data. The features of this additional representation
used in PinchExpress are as follows:
• A stream or utility is split into a number of branches. Initially, each stream has only one
branch. More are created, however, as splits and mixers are placed on the stream.
• The first branch on a stream either ends at a split or goes to the end of the stream.
• New branches are created each side of a split or mix. A branch never continues through
a split or mix.
• Branches do, however, continue straight through heat exchangers matches. A branch
never divides at a match.
• Each branch has the following data associated with it:
TS: The source temperature of the branch. For a branch at the start of a stream this
is the same as the stream TS. For others, it is the temperature out of the split or mix.
TT: The target temperature of the branch. For a branch at the end of a stream this is
the same as the stream TT. For others, it is the temperature into the split or mix.
FF: The flow fraction of the branch, relative to the original stream. This is determined
by the upstream splits and mixers.
Number: The branch number. In PinchExpress, this is created automatically and
cannot be changed.
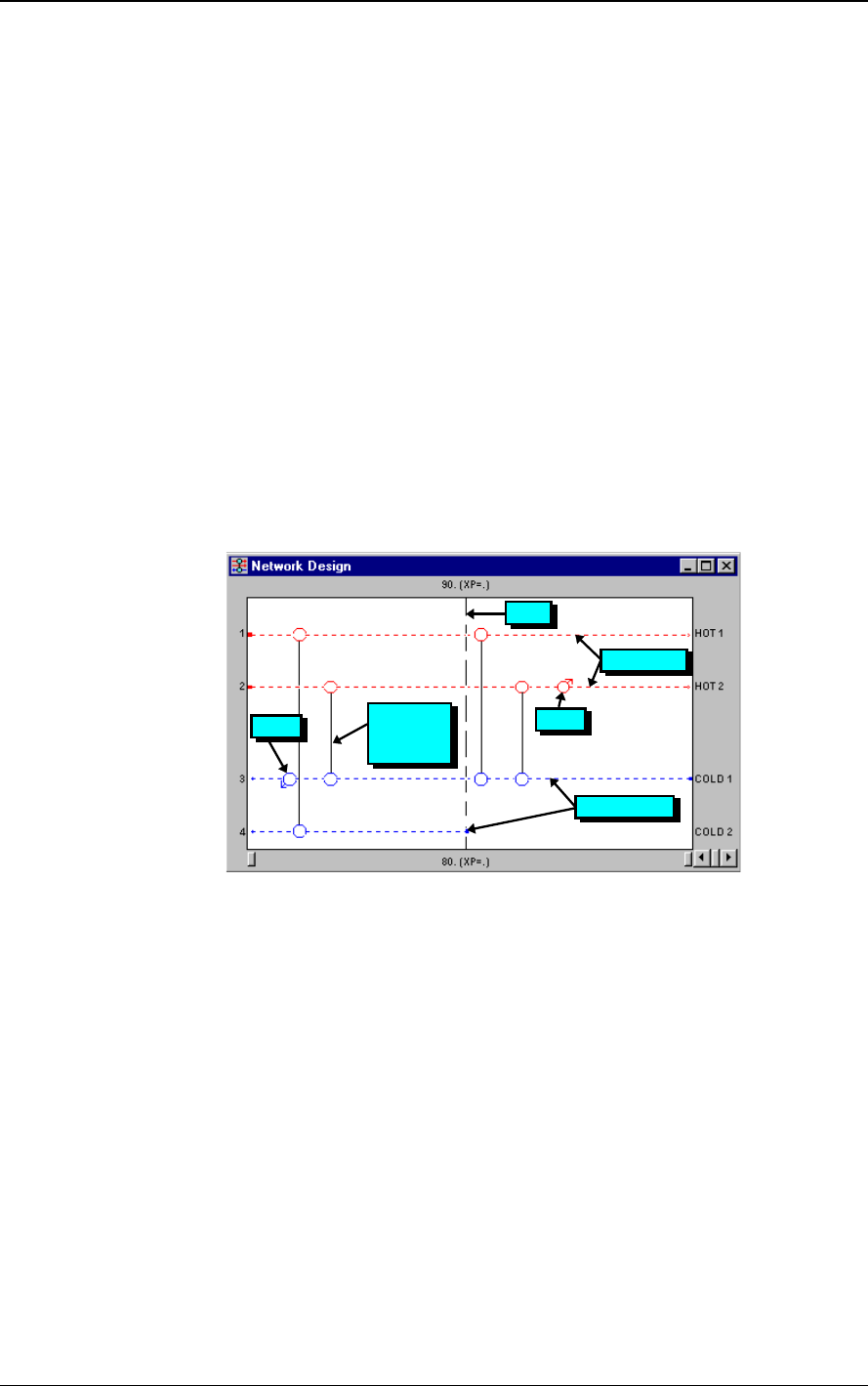
Introduction to Pinch Technology
32 © Copyright 1998 Linnhoff March
Name: The branch name. This is generated automatically by PinchExpress but can,
in most cases, be changed. The first branch on a stream has the same name as the
stream.
• At any temperature the Mass Flow Heat Capacity of a branch is defined as follows:
Branch CP = FF * Stream CP at the same temperature
• The branch structure does not change the basic stream data. Changes in the stream
duties continue to affect the branch duties and CPs.
• All the branches into a mix must belong to the same stream. Mixers between streams are
NOT allowed.
• A branch cannot mix back in upstream of its starting point. Stream loops such as this are
NOT allowed.
9.2 The Grid Diagram for heat exchanger network representation
Figure 25 shows the Grid Diagram representation of a heat exchanger network.
Hot Streams
Cooler
Cold Streams
Heater
Pinch
Process to
Process
Exchanger
Figure 25: The Grid diagram for easier representation of the heat exchanger network
The hot streams are shown at the top of the figure, running from left to right.
Cold streams run
across the bottom, from right to left.
A heat exchanger transferring heat between the process
streams is shown by a vertical line joining circles on the two matched streams.
A heater is
shown as a single blue circle with an arrow pointing down and a cooler is shown as a single
red circle with an arrow pointing up.
The pinch principle, discussed in sub-section 4.3, explains how the process must be
separated into two regions, above and below the pinch, for network design in order to achieve
the energy targets.
The understanding of the pinch location is therefore very important for
network design.
In the grid diagram the process pinch location is shown by a dashed vertical line cutting the
process into two parts. The pinch hot and cold temperatures as determined from the
composite curves are shown on the grid diagram (shown as 90ºC and 80ºC respectively in
Figure 25).
The difference between the hot and cold pinch temperatures equals DT
min
as seen
on the composite curves. The process below the pinch (heat source) is shown on the right
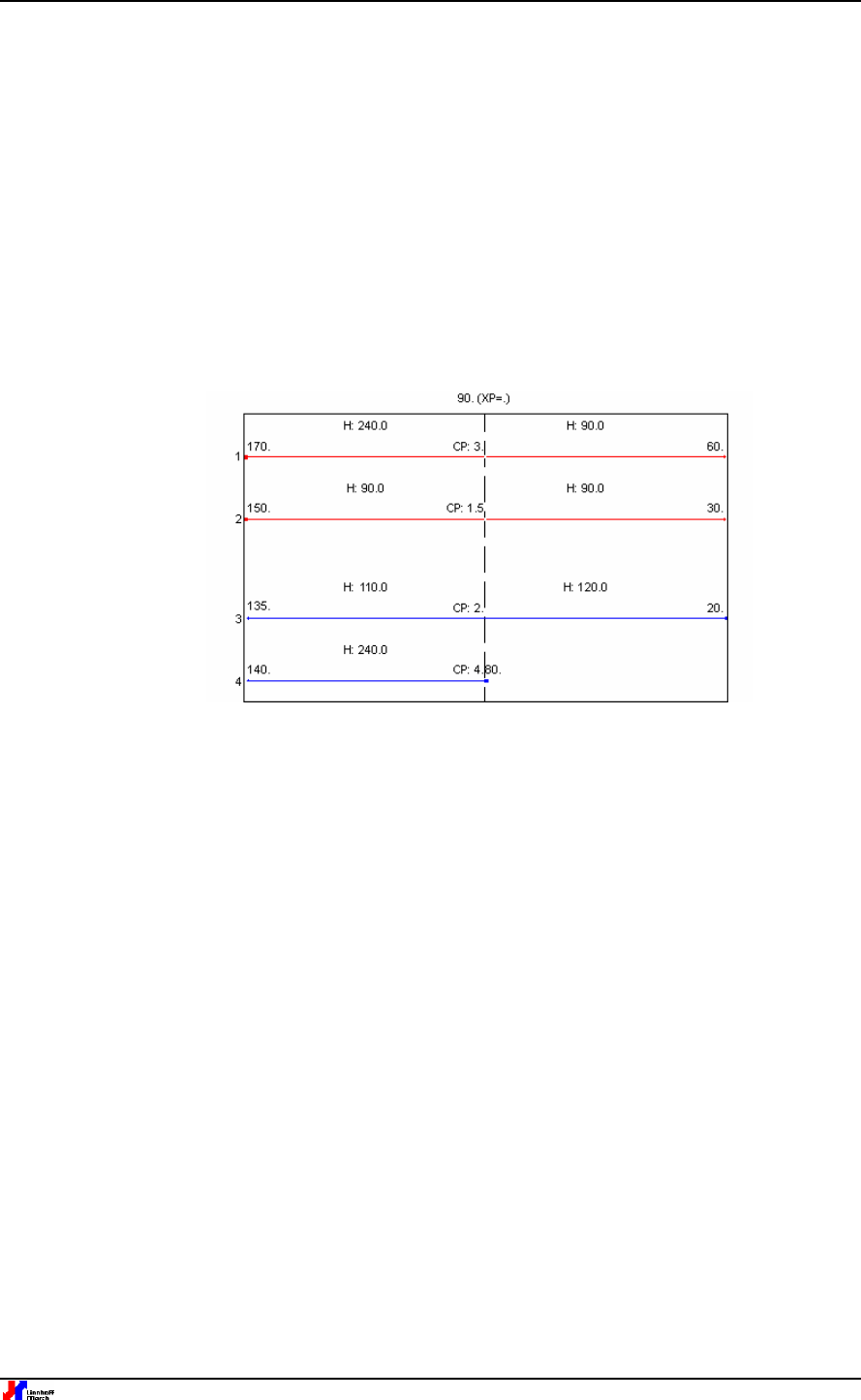
Introduction to Pinch Technology
33
whilst the process above the pinch (heat sink) is shown on the left. From this it can be seen
that the horizontal axis implies a temperature decrease from left to right. However, it is
important to note that this is not a gradual scale. Instead, the grid diagram just shows
significant temperature locations, such as whether a stream starts above or below a pinch.
Applying the three rules of the pinch principle therefore means that there must be no heater
on the right hand section of the grid diagram, no cooler on the left hand section and no
process heat exchangers between the hot streams on the left hand section and the cold
streams on the right hand section. This will ensure that the network will always achieve the
energy target.
9.3 The New Design Method
Figure 26: Grid diagram for the example problem
Here, the pinch design method [2, 3] is illustrated, using the example problem shown earlier
in Figure 2. The grid diagram for this process is shown in Figure 26. The three rules of the
pinch principle (section 4.3) are central to the procedure for designing the network. According to
the Pinch rules there must be no external cooling above the pinch (on the left side of the grid
diagram) so hot streams on this side must be brought to pinch temperature by heat transfer with
cold streams on the same side i.e. on the left. Similarly, cold streams on the right hand side of the
grid diagram must be brought up to the pinch temperature using hot streams on the right rather
than utility heating. The DT
min
puts another constraint on the design because it has been defined
as the minimum temperature difference for heat transfer anywhere in the system.
9.3.1 Design Above The Pinch
Some ground rules for setting up the heat exchanger matches between the hot and the cold
streams on each side of the pinch (Figure 27) are now considered. Take the example
streams shown in Figure 27(a). A proposed match can be drawn between streams 1 and 3. A
temperature-enthalpy diagram of the proposed match is shown in the inset. Note that the
stream directions previously shown on temperature-enthalpy plots have been reversed so
that they can be more easily related to the grid diagram. Because the CP of stream 3 is less
than stream 1 (CP of cold stream less than CP of hot stream), as soon as a heat load is
applied, the temperatures of the two streams converge to closer than DT
min
. This means that
the proposed heat exchanger is not feasible and another match must be found.
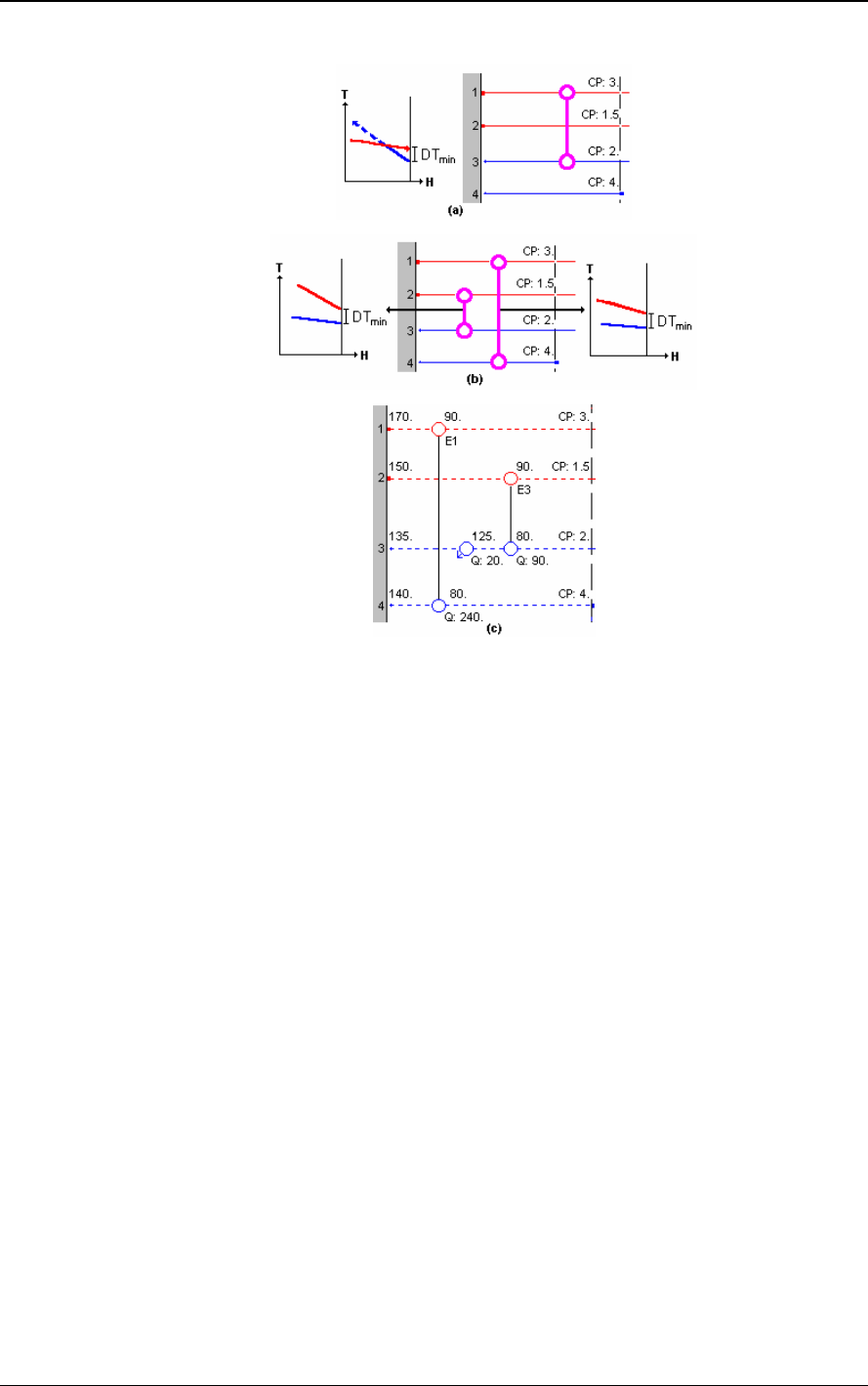
Introduction to Pinch Technology
34 © Copyright 1998 Linnhoff March
Figure 27: Criteria for temperature feasibility at the pinch
In Figure 27(b), streams 1 and 4 are matched. In this case the CP of stream 4 is greater than
the CP of stream 1 (CP of cold stream greater than CP of hot stream). The relative gradients
on the temperature-enthalpy plot means that the streams diverge from DT
min
; the match is
feasible. For the temperature feasibility of the matches close to the pinch, the CP of the
streams going out of the pinch needs to be greater than the CP of the stream coming into the
pinch. Thus for temperature feasibility there is a "CP rule":
CP
out
≥ CP
in
Stream 2 also has to be brought to the pinch temperature and this is achieved using a match
with stream 3. Since the CP of stream 3 (stream going out) is greater than the CP of stream 2
(stream going in), the temperature-enthalpy plot is again divergent (see the other inset on
27(b)) and the match is feasible. Now that both the hot streams on the left side of the pinch
are completely matched with the cold streams, the possibility of using cooling utility above the
pinch has been eliminated. The remaining heating load on the cold streams must now be
provided by the utilities.
Since stream 1 requires 240 kW of cooling and stream 4 needs 240 kW of heating on the left
side of the pinch, the 1-4 match satisfies the requirements of both the streams. But the 2-3
match can only satisfy stream 2 since stream 2 can only give up 90 kW of heat before it
reaches the pinch temperature. This will heat stream 3 to 125ºC but the target temperature is
135ºC. An extra 20 kW must be provided by utilities to satisfy the heating requirements of
stream 3. This is indeed the minimum utility requirement for the network (at DT
min
= 10ºC).
Figure 27(c) shows the completed design for the section to the left of the pinch.
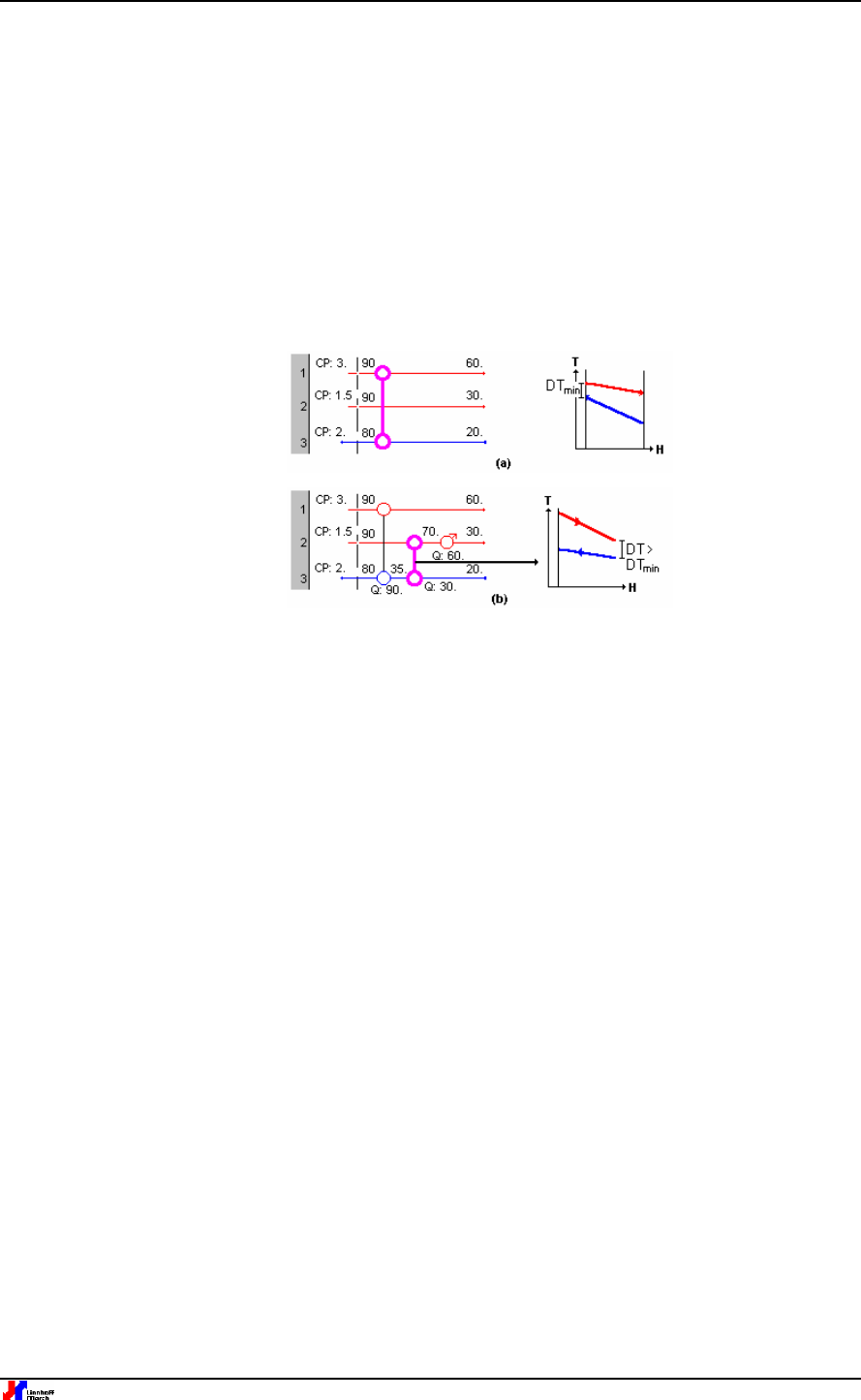
Introduction to Pinch Technology
35
PinchExpress gives a lot of help with this task because of a powerful feature called
"Automatic Remaining Problem Analysis". This means that every time a change is made, it
can instantly be seen if that change will lead to an energy penalty in the finished design.
9.3.2 Design Below The Pinch
Figure 28 shows the equivalent design below the pinch (on the right of the grid). The rule
below the pinch is not to use utility heating so streams 1 and 3 are matched. The inset shows
that the match is feasible since the CP of stream 1 (the stream going out of the pinch) is
greater than the CP of stream 3 (the stream going into the pinch). As expected, the
temperature-enthalpy plots diverge as they leave the pinch.
Figure 28: Network design below the pinch
It is important to realise that the "CP rule" for temperature feasibility is only rigid for units
directly adjacent to the pinch. In the example, Figure 28(b) shows that the proposed match
between streams 2 and 3 displays converging temperatures on the temperature-enthalpy
plot. However, since the match is not adjacent to the pinch, it does not have to bring the
streams to the pinch temperature difference. This means that, even though the temperatures
converge, they do not necessarily end up at a temperature difference smaller than DT
min
. In
this instance, the final DT is greater than DT
min
and the match is still feasible.
Figure 28(b) shows the completed design to the right of the pinch. Putting a heat load of 30
kW on the 2-3 match (all the cooling that stream 3 can provide before it reaches its target
temperature) means that residual cooling of 60 kW must be provided to stream 2 by utilities.
9.3.3 Completed Minimum Energy Requirement Design
The overall network resulting from the above and below pinch designs is shown in Figure 29
and is known as a minimum energy requirement (MER) design since it meets the minimum
energy target.
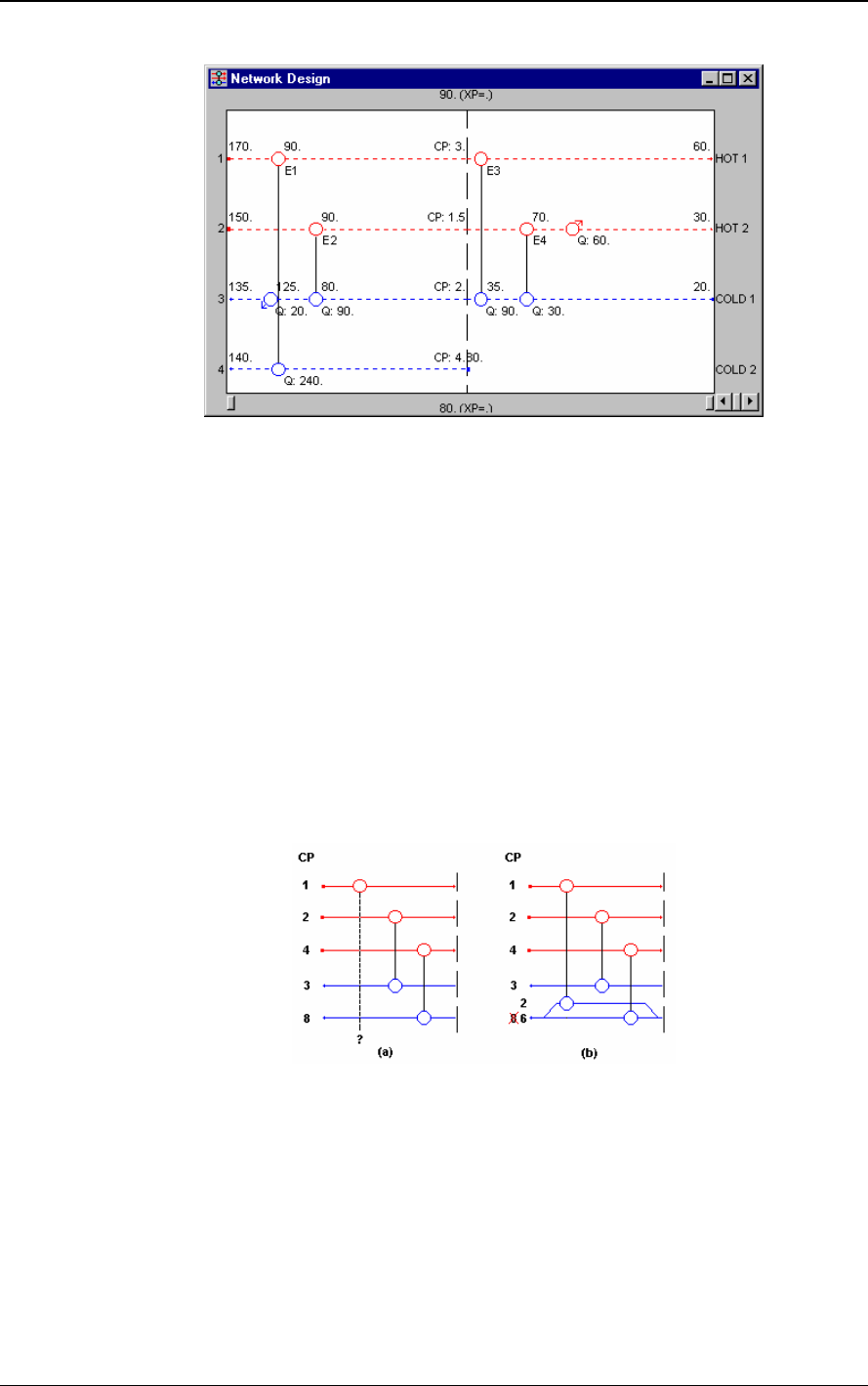
Introduction to Pinch Technology
36 © Copyright 1998 Linnhoff March
Figure 29: Completed MER network design based on pinch design method
PinchExpress has the facility for “on-screen” network design using the pinch design method.
This includes a comprehensive set of tools for recalculating portions of the network and
analysing how well the current design compares to the target.
9.3.4 Stream splitting in network design
For the region around the pinch, there is a problem if there are more streams going into the pinch
than there are coming out. Consider for example a grid representation on the left side of the pinch
as shown in Figure 30(a). According to the rules, each stream going into the pinch needs to be
matched with an outgoing stream to bring it to the pinch temperature. Therefore it is required to
split the outgoing streams to equal the total number to that of the streams going into the pinch. In
Figure 30(a) the number of streams going into the pinch is 3 while the number of outgoing
streams is 2. A split of an outgoing stream is necessary, as shown in Figure 30(b). The splitting
should also ensure that the CP rule is not violated.
Figure 30: Criteria for stream splitting at the pinch based on number of streams at the pinch
There is also a problem if there are matches at the pinch that do not comply with the CP
out
= CP
in
rule. In this case, an incoming stream could be split to reduce its CP. Consider the example
shown in Figure 31(a). One of the solutions is to split the incoming stream with CP of 10 (see
Figure 31(b)). This network design requires only one split and it achieves the minimum energy
requirement as well as the temperature feasibility. One of the objectives in network design is to
minimise the number of stream splits. Stream splitting is explained in more detail in reference [2,
3].
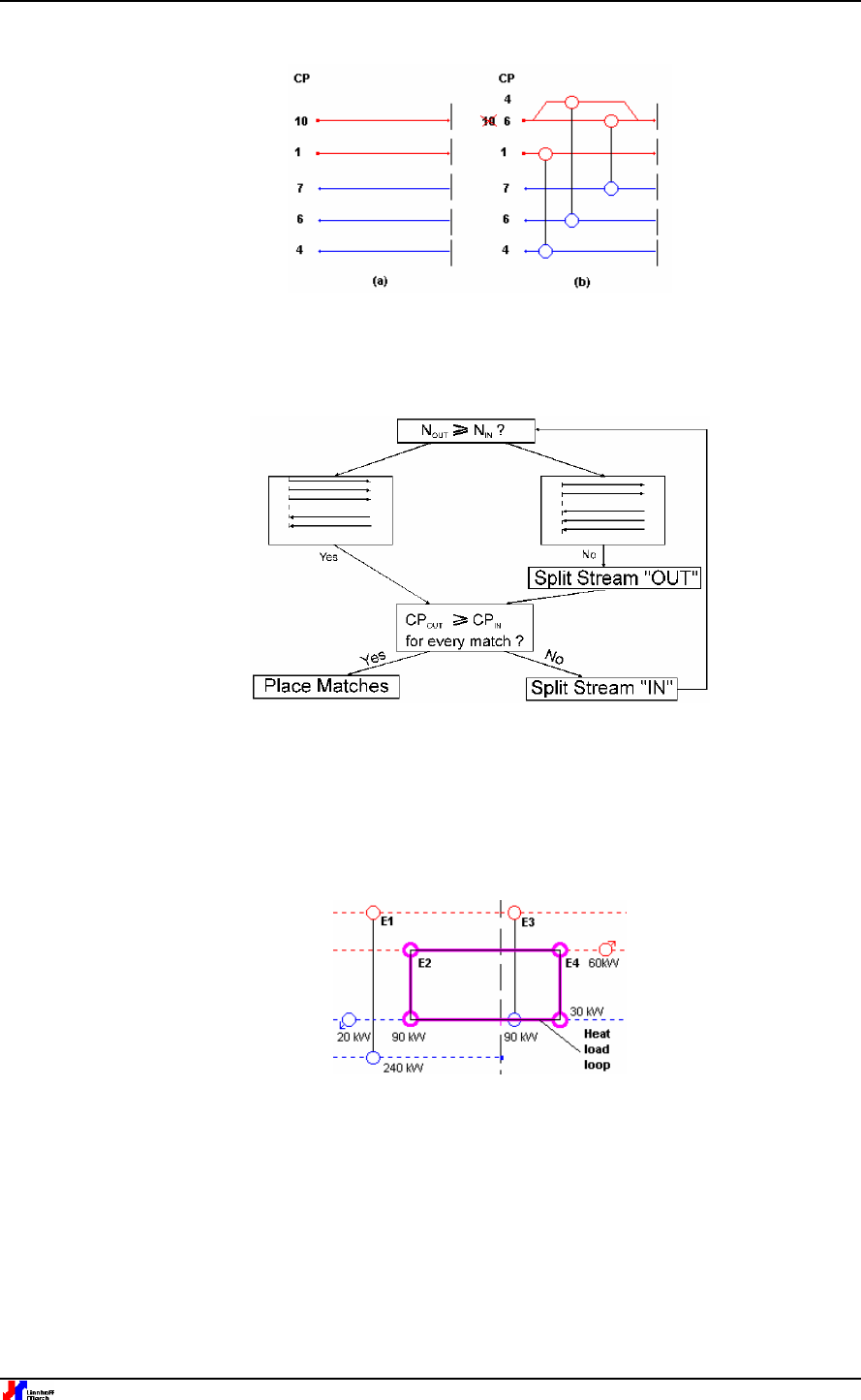
Introduction to Pinch Technology
37
Figure 31: Incoming stream split to comply with CP
out
= CP
in
rule.
Figure 32 summarises the rules for stream splitting during network design. N
IN
and N
OUT
are
the number of streams coming in and going out of the pinch respectively.
Figure 32: A summary of stream splitting procedure during network design
9.3.5 Network evolution: Heat load loops and heat load paths
After the network has been designed according to the pinch design rules it can be subjected to
further simplification and capital-energy optimisation. The figures below illustrate the degrees of
freedom available for network evolution after the pinch design method.
Figure 33: A heat load loop
Figure 33 shows a degree of freedom called the “Heat Load Loop” [2, 3]. The loop is shown by
the solid line marking a circuit between matches 2 and 4. Heat duties can be shifted around a
loop without affecting the heat duties imposed on other units in the network which are not part of
the loop. This may result in reducing the heat load on a unit to zero (e.g. exchanger 4). However
such a change will affect the temperature driving forces in the network. The temperature driving
force will become less than DT
min
and in some cases it may result in temperature infeasibilty. The
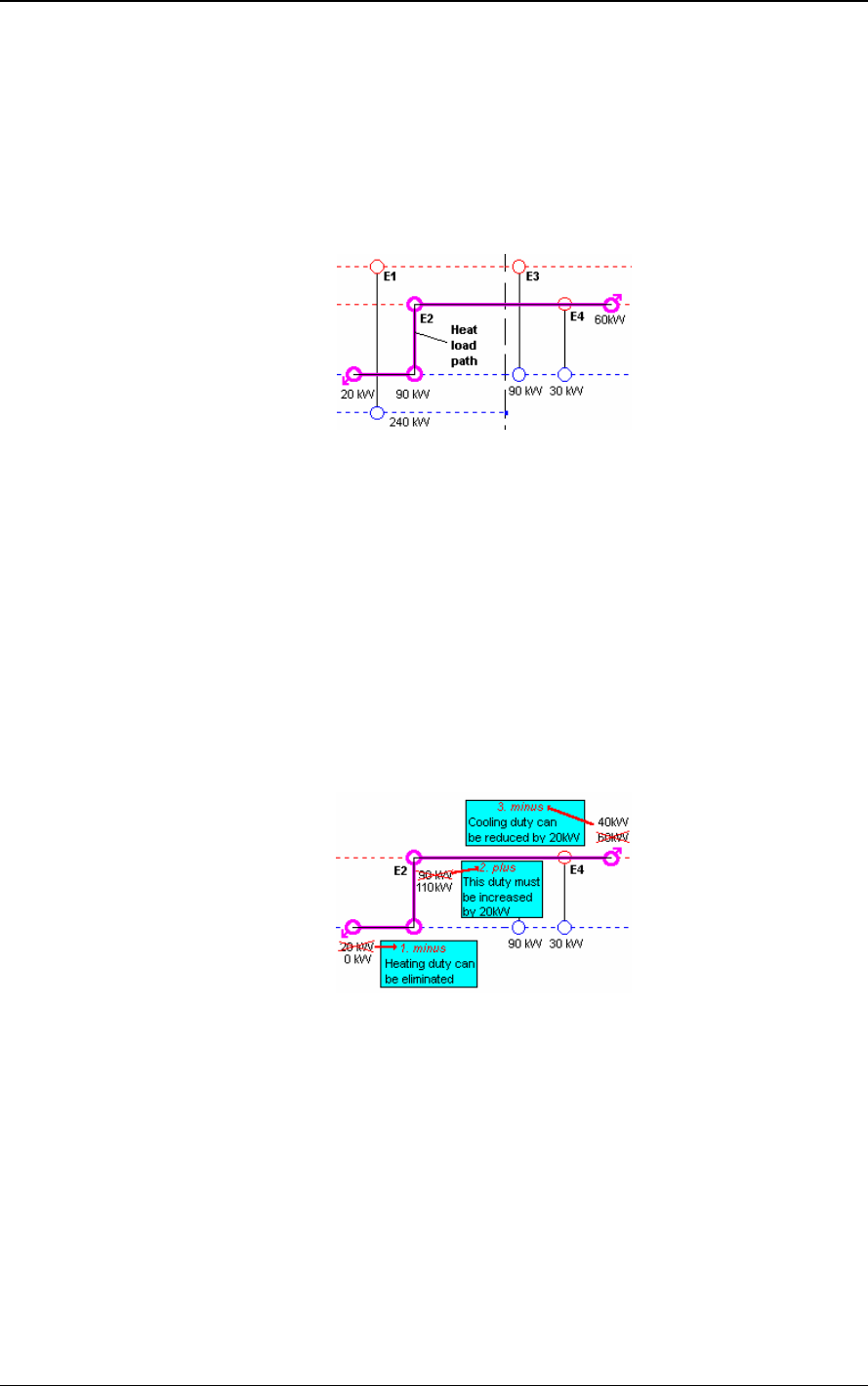
Introduction to Pinch Technology
38 © Copyright 1998 Linnhoff March
cost saving in installation of a unit needs to be compared with increase in the surface area due to
the reduction in temperature difference.
Such an optimisation can be carried out in the SuperTarget Process Module developed by
Linnhoff March. PinchExpress can also be used to shift heat loads around loops. In many
situations using heat load loops can reduce both the number of exchanger units and the overall
network cost.
Figure 34: A heat load path
Figure 34 illustrates the second degree of freedom for network evolution called the "Heat
Load Path” [2, 3]. A path provides a continuous connection between two utilities and therefore
allows the transfer of heat loads between heat exchanger units and the utilities. In Figure 34
the path connects heater, exchangers 2, 4 and the cooler. By changing the heat loads of
exchangers 2 or 4, the heater and cooler heat loads will change by the same amount but in
an opposite manner. This is demonstrated below in Figure 35. The heating duty can be
eliminated if the duty on exchanger 2 is increased by the corresponding amount. Then the
cooling duty must also be decreased by this amount to maintain the energy balance on the
hot stream. Heat load paths exploit capital-energy trade-off in specific parts of the network.
SuperTarget Process and PinchExpress also have the facility to optimise the network
performance using heat load paths.
Figure 35: Using a path to reduce utility use
Heat load loops and paths provide additional degrees of freedom for the designer in order to
further simplify the network or reduce the overall network cost.
9.3.6 Network design for multiple utilities
The example for network design as demonstrated previously uses one hot and one cold
utility. For processes involving multiple utilities, all the utilities are incorporated in the grid
diagram as streams. The network is therefore “balanced” in enthalpy terms. The grid diagram
also incorporates all the utility as well as process pinches.
The network design for multiple utilities is more complex due to the occurrence of multiple
pinches in the problem. References [2, 3] are appropriate for further background on network
Introduction to Pinch Technology
39
design involving multiple utilities. PinchExpress incorporates features for the placement of
multiple utilities.
9.3.7 Summary: New heat exchanger network design
The steps to be followed in network design for a grass roots project can be summarised as
follows:
a) Develop a Minimum Energy Requirement (MER) network
• Divide problem at the Pinch
• Start at the pinch and move away
• Start with biggest stream “IN”
• Observe CP
OUT
≥ CP
IN
, splitting streams where necessary
• Place all pinch matches first
• Maximise loads on all pinch matches to minimise number of units (the "tick-off" rule)
• Fill in the rest
• Merge above and below the pinch designs
b) Evolve the MER network for network simplicity and capital-energy trade-off
• Exploit heat load loops and heat load paths
• Optimise network performance using advanced tools in SuperTarget Process
9.4 Heat Exchanger Network Design for Retrofits
PinchExpress provides the necessary tools for retrofit design using one of the three methods.
1. Pinch Design Method with maximum re-use of existing exchangers
2. Correction of Cross-Pinch Exchangers
3. Analysis of Exchanger Paths
The retrofit design methods are illustrated using screen shots from Linnhoff March’s
PinchExpress package.
Which Retrofit Method is Suitable?
The first step in retrofit design is to decide which retrofit method is most suitable for the
project. The hierarchical diagram shown in Figure 36 indicates when each of the three
methods is suitable. Detailed explanation of the methods is provided below .
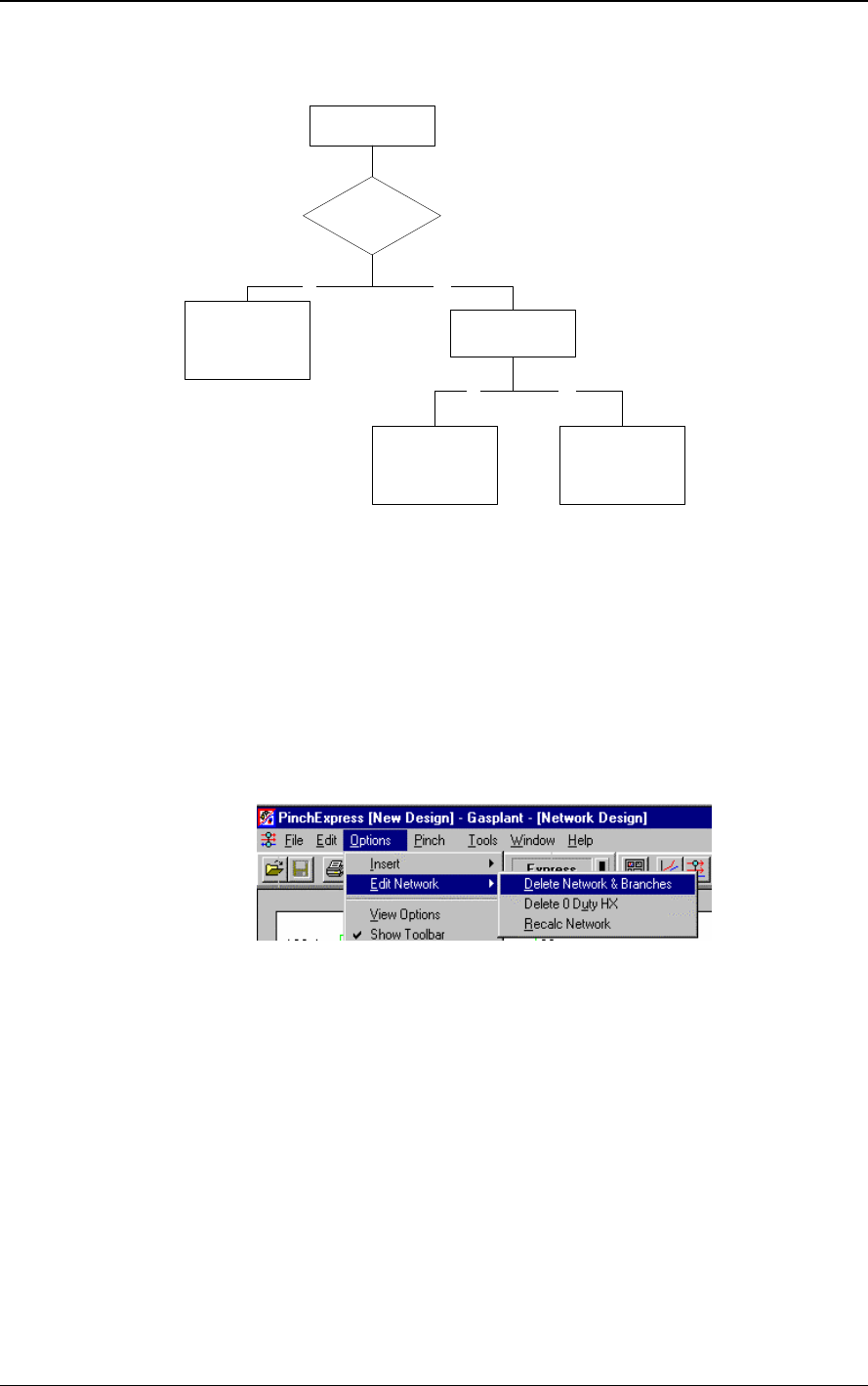
Introduction to Pinch Technology
40 © Copyright 1998 Linnhoff March
Retrofit project with
large scope for savings
Is the current heat
integration significant?
Pinch Design Method
Re-use existing
exchangers
Cross-Pinch
Analysis
Path Analysis
No Yes
No Yes
Are composite curves
parallel with little use of
intermediate utilities?
Figure 36: Hierarchy of retrofit design
9.4.1 Pinch Design Method with maximum re-use of existing exchangers
This method has been described in the previous section for design from grassroots. The
method is briefly described for retrofits as:
a) Delete the existing network as shown in Figure 37
b) Re-design the network by following the Pinch Design Method as detailed on page 33
c) Re-use existing exchangers in place of new ones between the same streams
Figure 37: Delete existing network before applying the pinch Design Method
9.4.2 Correcting Cross-Pinch Exchangers
In situations where the existing network already involves many process-process heat
exchangers, it is not appropriate to delete the entire network in order to apply the Pinch
Design Method. Instead, it is better to apply a method that makes incremental changes to the
existing network, with a corresponding quantification of the benefits.
This is particularly true of processes with diverging composite curves and significant use of
intermediate utilities. Indeed, for such a process it is usually possible to discover a series of
independent retrofit projects, each involving just a few modifications to the network. It is then
possible to rank these projects and just choose the best ones according to some practical or
economic criteria.
The method is described in the following flowchart:
Introduction to Pinch Technology
41
Use cross-pinch analysis to find a promising project in
the current network
Use the Grid Diagram to
design the project
Record the savings achieved by this project
Are there any significant
savings left?
Finished
Yes
Rank the projects according to the savings
achieved, the number of modifications required etc.
No
Figure 38: Procedure for correcting cross-pinch exchangers
An Ammonia Synthesis example will be used to explain the steps involved in this method.
The Balanced Composite Curves for this example (Figure 39) show a scope for saving of
98.4% with a significant use of intermediate utilities.
Figure 39: Example for retrofit design using Cross-Pinch Analysis
Use cross-pinch analysis to find a promising project in the current network
1. From the ‘Pinches’ report of the potential savings window, identify the pinch region with
the largest monetary savings potential and note the corresponding pinch temperature,
Figure 40.
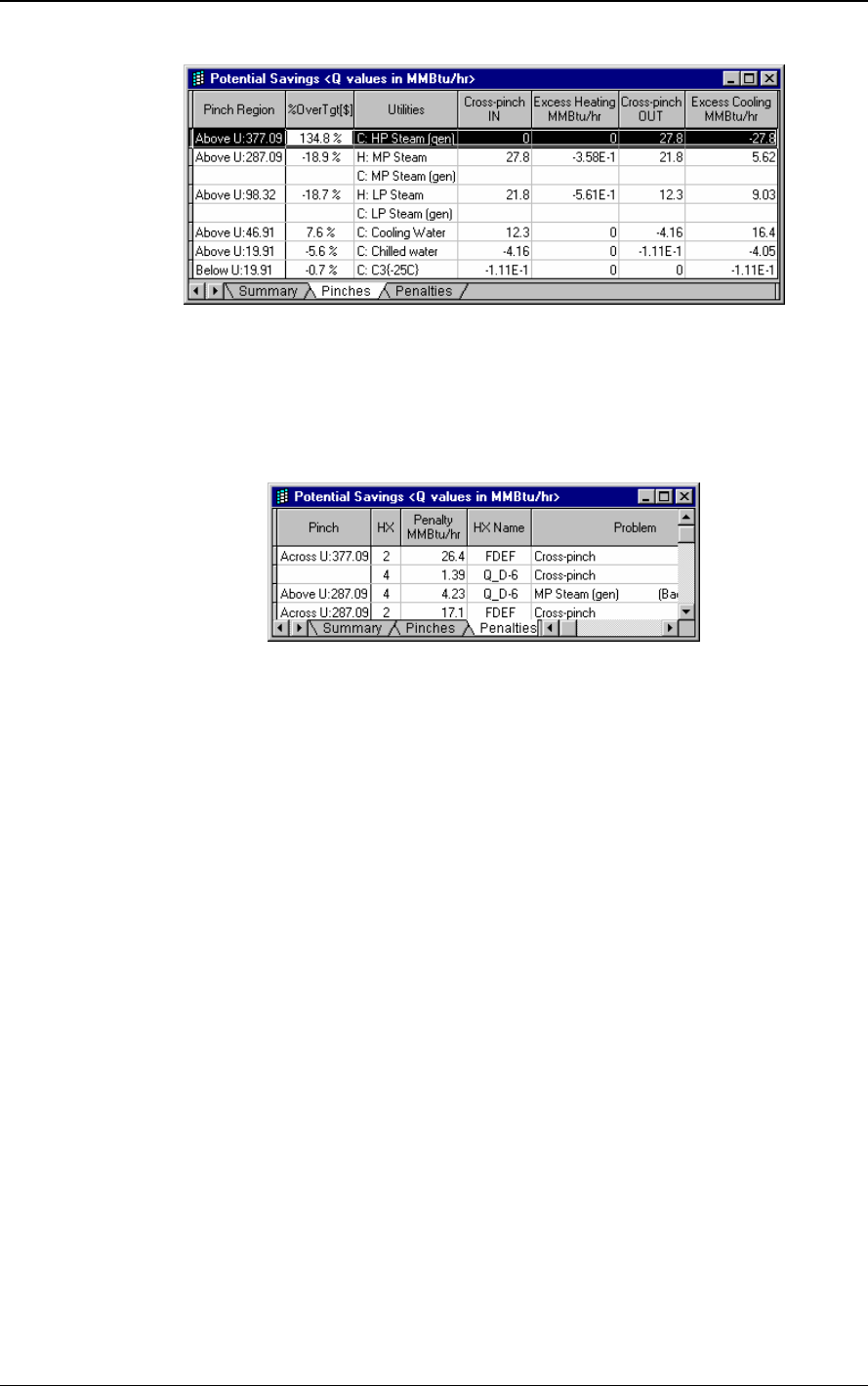
Introduction to Pinch Technology
42 © Copyright 1998 Linnhoff March
Figure 40: Pinches report indicate that the most significant pinch region is U:377.09 (HP-
Steam (gen))
2. From the ‘Penalties’ report of the potential savings window, identify the exchanger with
the largest cross-pinch duty in this region (see Figure 41). Alternatively, use the Energy
Penalties graph for the same purpose..
Figure 41: The largest penalty at U:377.09 is exchanger FDEF
3. Determine what will be required to correct the cross-pinch. The options are as follows:
a) Reduce the duty of the exchanger, or delete it altogether. This can be tested by simply
editing the exchanger and seeing if there is a benefit (according to the Summary
report of the potential savings window). Save the data file first, so that you can undo
the change if necessary by reloading the file.
If this approach is used on a complete network then the reported savings can be
achieved by simply replacing the duty with appropriate heaters and coolers. In other
cases, there may be a need for additional heat exchange with the previously
unmatched streams.
b) Move one end of the exchanger to a different utility. This can be done by simply
dragging the end of the match with the mouse. Again, the Summary report will
immediately show any benefit
c) Look for projects involving two or more exchangers. For example, remove the cross-
pinch by changing one of the inlet temperatures rather than reducing the duty.
However, to do this you must compensate by a corresponding change to adjacent
exchangers, heaters or coolers.
As with option (a), you can test the benefit of changing several matches by deleting them
together and observing the reported savings. Again, save the data file first, so that you
can undo the change by just reloading the file.
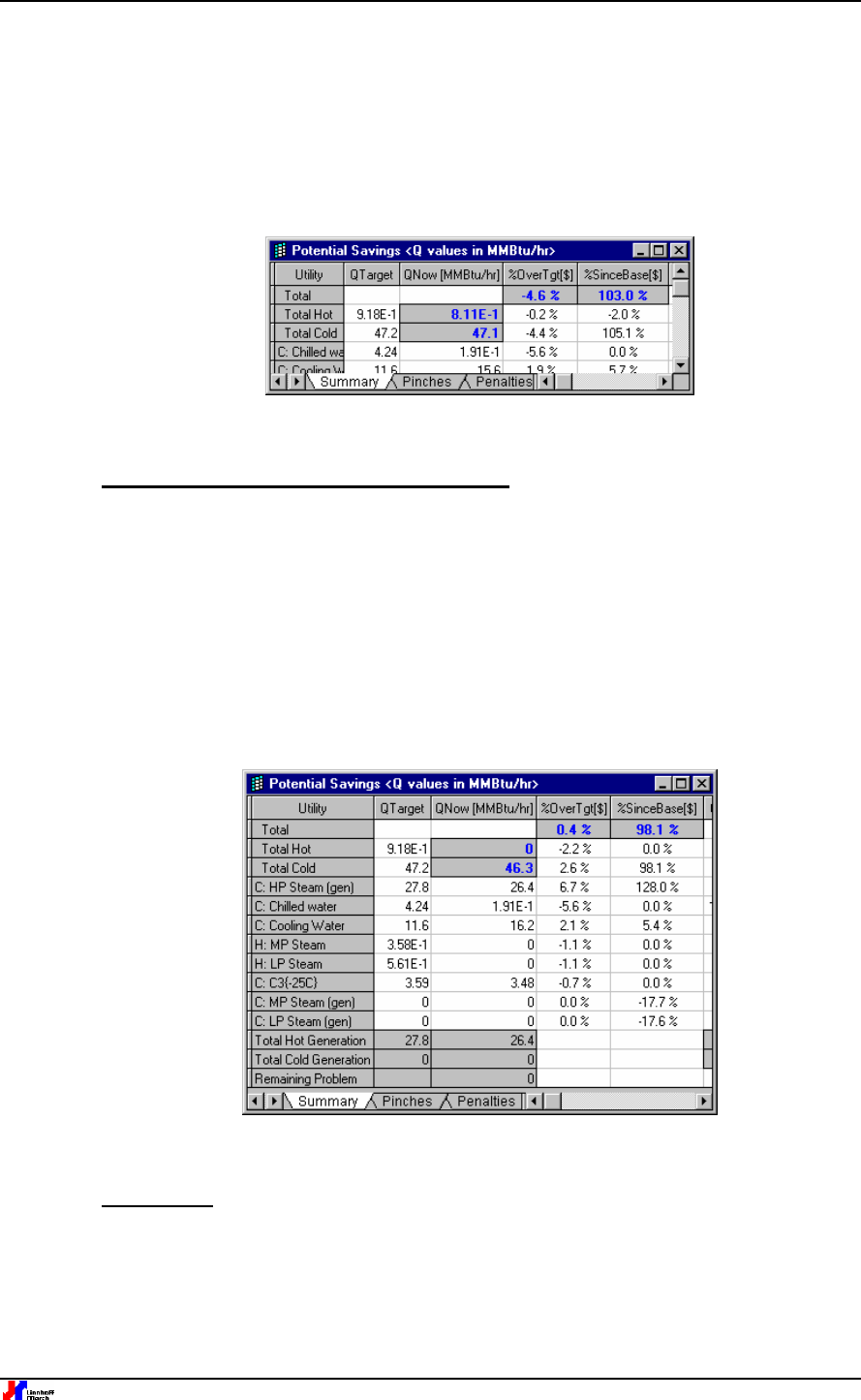
Introduction to Pinch Technology
43
In the example, virtually all of the savings can be achieved by removing the cross-pinch in
exchanger “FDEF”. This is done by decreasing the hot inlet temperature to FDEF and
reducing the duty of the cooler (Q_D6) by a corresponding amount. We can prove the benefit
of this by temporarily deleting FDEF and Q_D6 and observing the increase in the
“%SinceBase” column on the Summary report of the potential savings window (see Figure
42).
Figure 42: The benefit reported after deleting exchanger FDEF and cooler Q_D6
Use the Grid Diagram to design the project
Having identified a suitable project we then redesign the network to achieve it. This is done
using the Grid Diagram and the Flexible Design Tool in PinchExpress. At the end of this step
the network should be complete again. This is checked by observing that the value reported
for the Remaining Problem should be zero. This value is found at the bottom of the Summary
report of the potential savings window (Figure 43). If the Remaining Problem is not zero, this
value will also be reported in the caption for the Grid Diagram window.
For the example, the completed design involves decreasing the hot inlet temperature to
663°F, reducing the duty of Q_D6 by 26.44 MMBtu/Hr and inserting a HP steam generator
with the same duty.
Figure 43: The savings achieved after completing the design
Other steps
For our example we achieve all the savings with just one project. In more complicated
examples, several separate projects will be required to achieve all the savings. These can
then be ranked to decide which should be given highest priority. Note that at any step in the
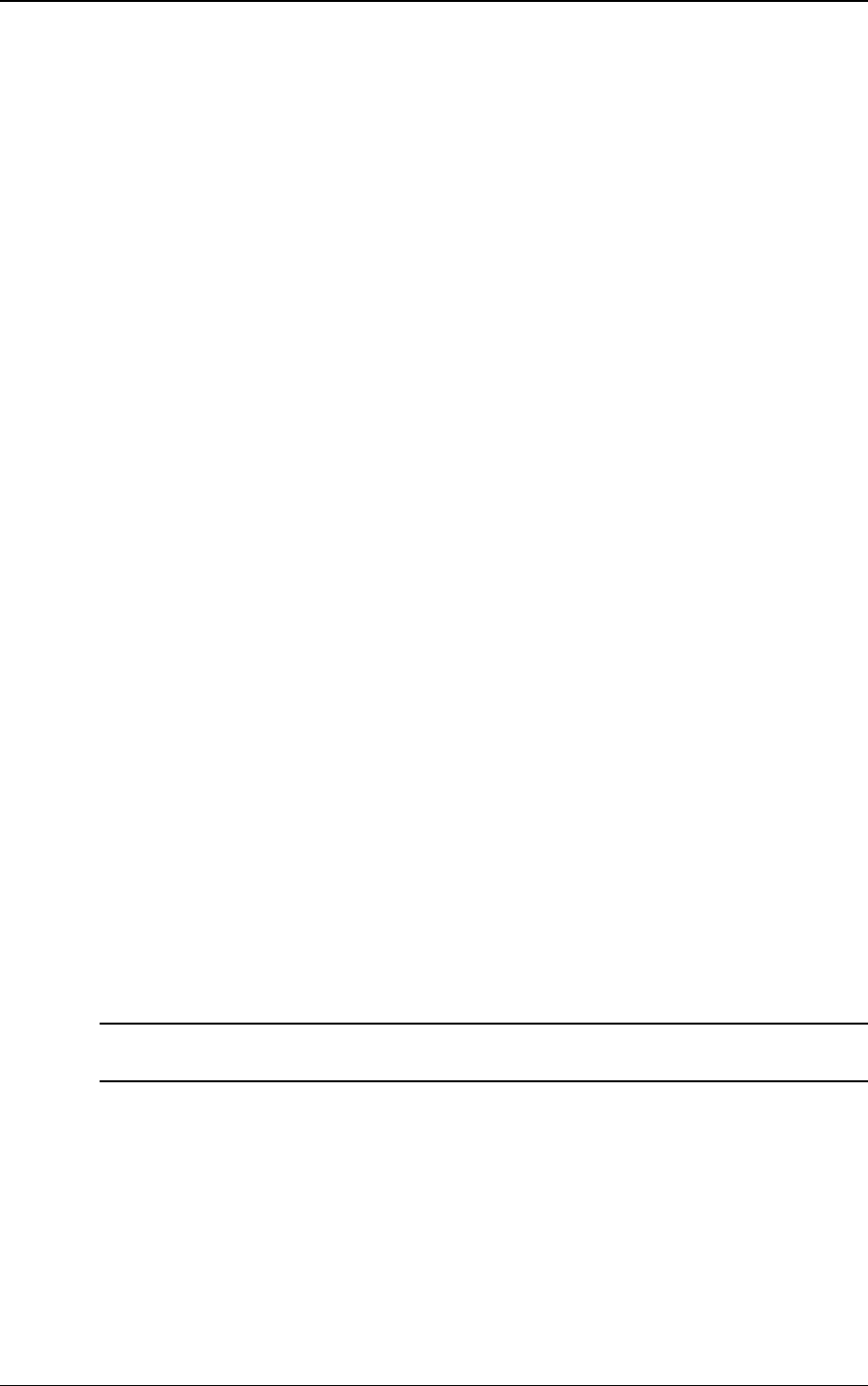
Introduction to Pinch Technology
44 © Copyright 1998 Linnhoff March
cycle there may be several possible projects. In this case, process specific knowledge can be
used to decide which is the most promising.
9.4.3 Analysis of Exchanger Paths
In cases where the composite curves are parallel, and there is little or no requirement for
intermediate utilities, it may be very difficult to correct cross-pinch exchangers without
redesigning the entire network. In this case analysis using heat load paths provides a useful
approach.
A path is a sequence of exchangers that connect a hot utility to a cold utility via an odd
number of process-process exchangers. The significance of this is that a path provides the
opportunity to increase process integration by increasing the heat duty of the process-
process exchangers, whilst reducing the hot and cold utility requirements.
The overall procedure for path analysis is summarised below.
1. Identify the paths in the network.
2. Decide the value to use for EMAT (Exchanger Minimum Approach Temperature), which is
the minimum allowable temperature difference for the exchangers on a path. This is
usually less than the overall DTmin used for the composite curves. A value of 10 °C is
common.
3. Increase the duty of the process-process exchangers along the path until one or more of
the exchangers becomes a bottleneck (because its temperature driving force has fallen to
EMAT).
4. If the full savings potential has not been achieved, try to remove the bottleneck by
modifying branch flow fractions in split regions.
5. Also, try to remove the bottleneck by moving exchangers to a more favourable position.
For example, re-sequence exchangers if one has excess driving force and another is the
bottleneck. Alternatively, insert a split so that the driving forces are spread more evenly.
6. Increase the duty of exchangers on the path again until the full savings potential has been
achieved.
7. Use heat load loops to re-distribute the driving forces in the network, thereby reducing
overall area requirement
Note: The Flexible Design Tool is the main tool for editing the duties on loops and paths in
PinchExpress.
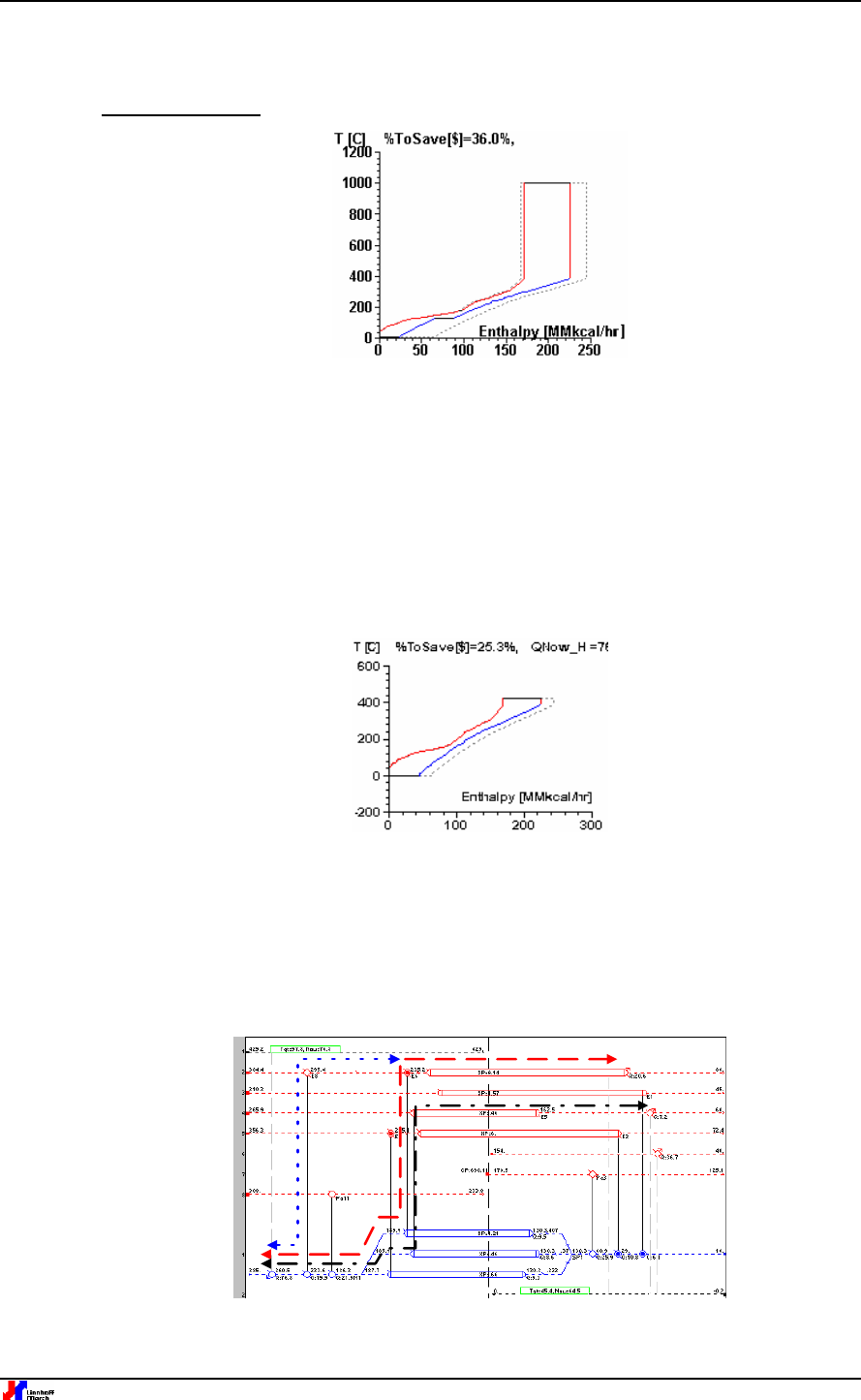
Introduction to Pinch Technology
45
Retrofit Example
Figure 44: Example requiring Path Analysis for retrofit design
An example with parallel composites and little requirement for intermediate utilities is shown
in Figure 44. Although the savings potential is large, the contribution from intermediate utilities
is not significant. This therefore means that to achieve the full savings, heat that is presently
rejected to cooling water must be recovered into cold process streams that presently rely on
furnace duty. This heat shift involves a wide temperature span and the modifications required
will be nearly equivalent to a complete re-design of the existing network. In order to avoid
such major changes, it is often preferred to identify opportunities where fewer modifications
can be made to achieve some of the potential savings.
Figure 45: Parallel composite curves with no intermediate utilities.
For the example shown in Figure 44, we can conduct the study with 1 hot utility and one cold
utility. The corresponding set of balanced composite curves is shown in Figure 45. This
greatly simplifies the design by removing 3 intermediate utilities whilst only reducing the
potential savings by a small amount. To achieve the energy savings, the hot and cold utility
requirements must be reduced by 19 MMkcal/h.
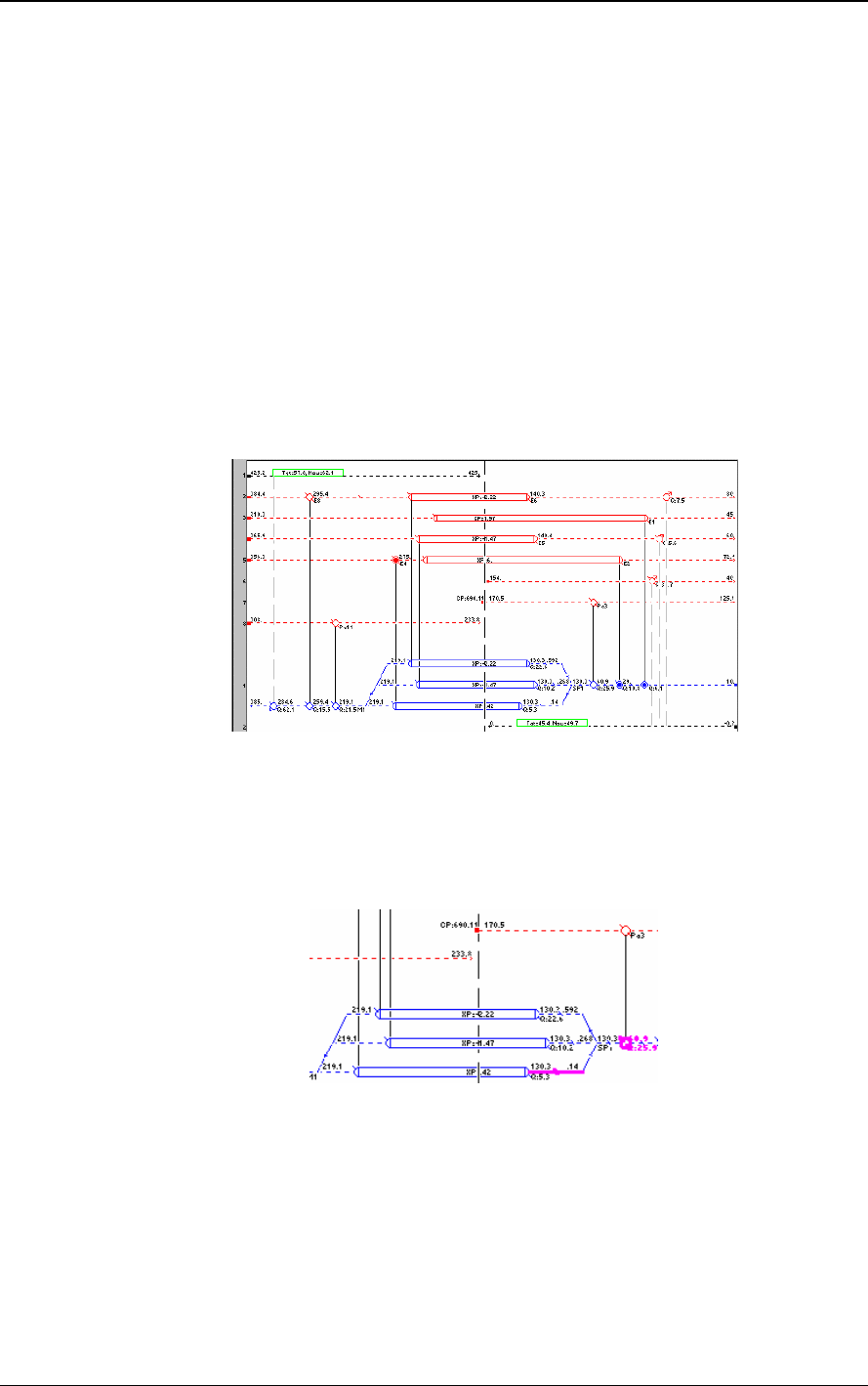
Introduction to Pinch Technology
46 © Copyright 1998 Linnhoff March
Figure 46: Paths in the existing network
There are 3 heat load paths in the existing network and they link two of the three coolers to
the heater, Figure 46. The maximum additional heat recovery that can be achieved by
modifying the exchangers on these paths is the sum of the two cooler duties, which is, 28
MMkcal/h. If exchanger driving forces allow, the duty of the coolers can be reduced by
increasing the duty of exchangers E5, E6 and E8.
In order to know how much each of the exchangers should be increased by, it is necessary to
define a minimum approach temperature (EMAT) for the exchangers. This sets a limit on the
heat duty of the exchangers on the path. With a minimum approach of 10°C set for this
example, the duty of the three exchangers can be increased as shown below.
• E6, from 9.46 MMkcal/h to 22.58 MMkcal/h. This removes the opportunity to increase E8.
• E5 from 8.60 MMkcal/hr to 10.22 MMkcal/h
Figure 47: Modifying two paths saves 14.74MMkcal/h.
By increasing the duties of these two exchangers forming a path, a saving of 14.74 MMkcal/h
has been achieved, see Figure 47. The full potential is 19.1 MMkcal/h. To save the remaining
4.36 MMkcal/h, it is necessary to make some modifications to the network to increase the
driving force on these two exchangers.
Figure 48: Drag and drop of exchanger to a new position improves driving force on path
exchangers
A simple way to modify the network structure is by using the drag and drop tool in
PinchExpress to move an exchanger from one position to another. For instance, the minimum
approach temperature of 10°C occurs at the cold-end of exchangers E5 and E6. This can be
dealt with by moving one of the three exchangers below the split junction to above the split
junction. For instance, if exchanger pa3 can be moved to another position, the inlet
temperature to the exchangers at the split junction will be 60.9°C, instead of 130.3°. This
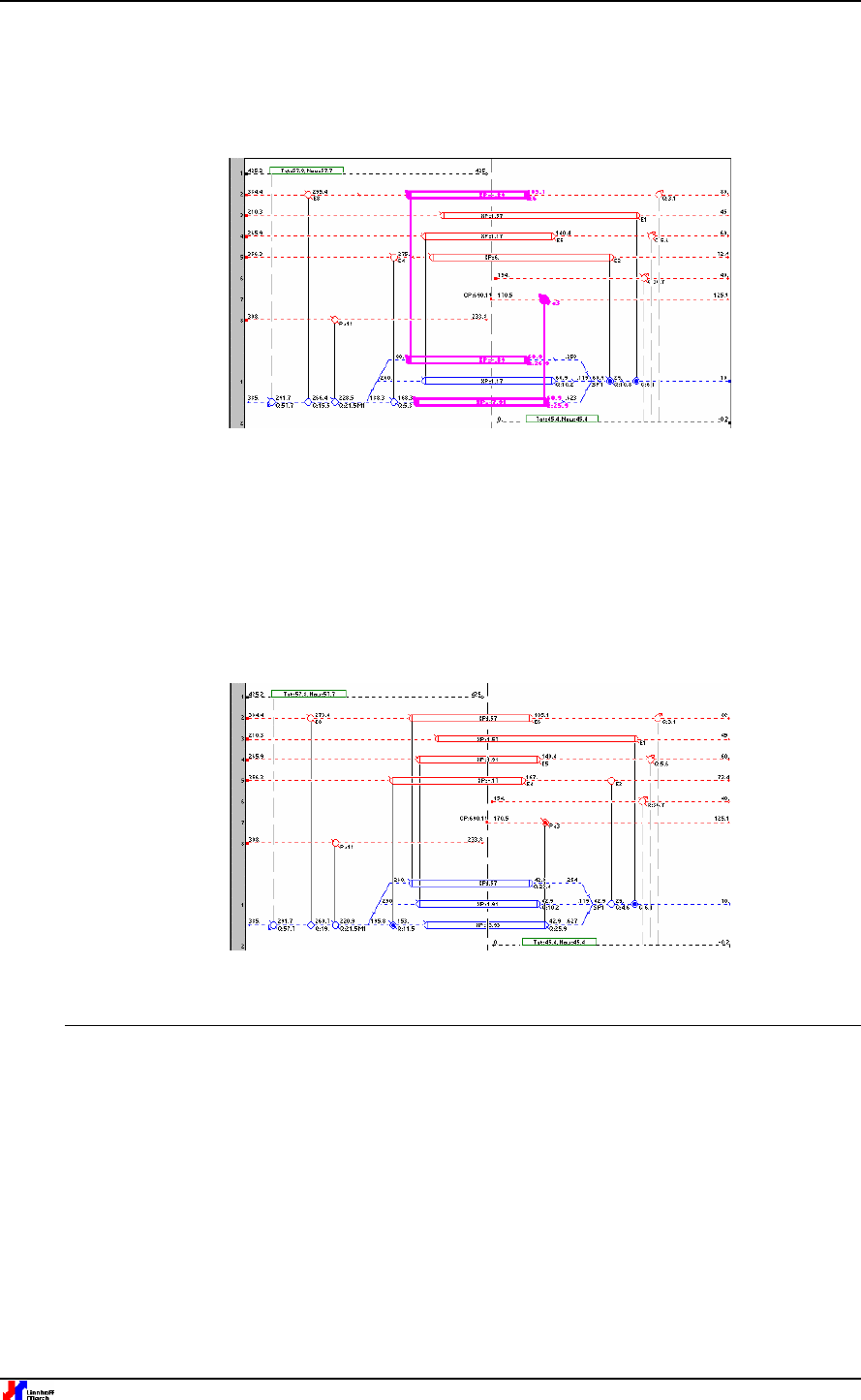
Introduction to Pinch Technology
47
means that the approach temperature for exchangers E5 and E6, at the cold end, becomes
79.4°C instead of 10°C. The improvement in driving force can then be used to increase the
duty of these exchangers on the paths, and further increase the energy savings.
Figure 49: With driving forces improved, the two paths can now be used to achieve the full
savings potential
In Figure 49, exchanger pa3 has been moved downstream of the splitter, just before E4. This
sufficiently opened up the driving force for E6 duty to be increased to 26.94 MMkcal/h. The
network shown in Figure 49 now meets the target hot and cold utility requirements. However,
it has an uneven distribution of temperature differences, which is likely to lead to a high
overall area requirement. This DT distribution can be improved by shifting heat around loops.
The final retrofit network, after re-distributing the driving forces is shown in Figure 50.
Figure 50: Final retrofit network.
10 Data Extraction Principles
This section covers in more depth the topic introduced in the earlier section "From Flowsheet
to Pinch Data" (section 3). PinchExpress carries out automatic Data Extraction. The
SuperTarget Process module also has this feature, plus additional facilities to allow users to
tailor the choices made in the data extraction procedure.
The required data involves process stream heating and cooling information, utility system
information, cost information and certain background information regarding the process and
the site.
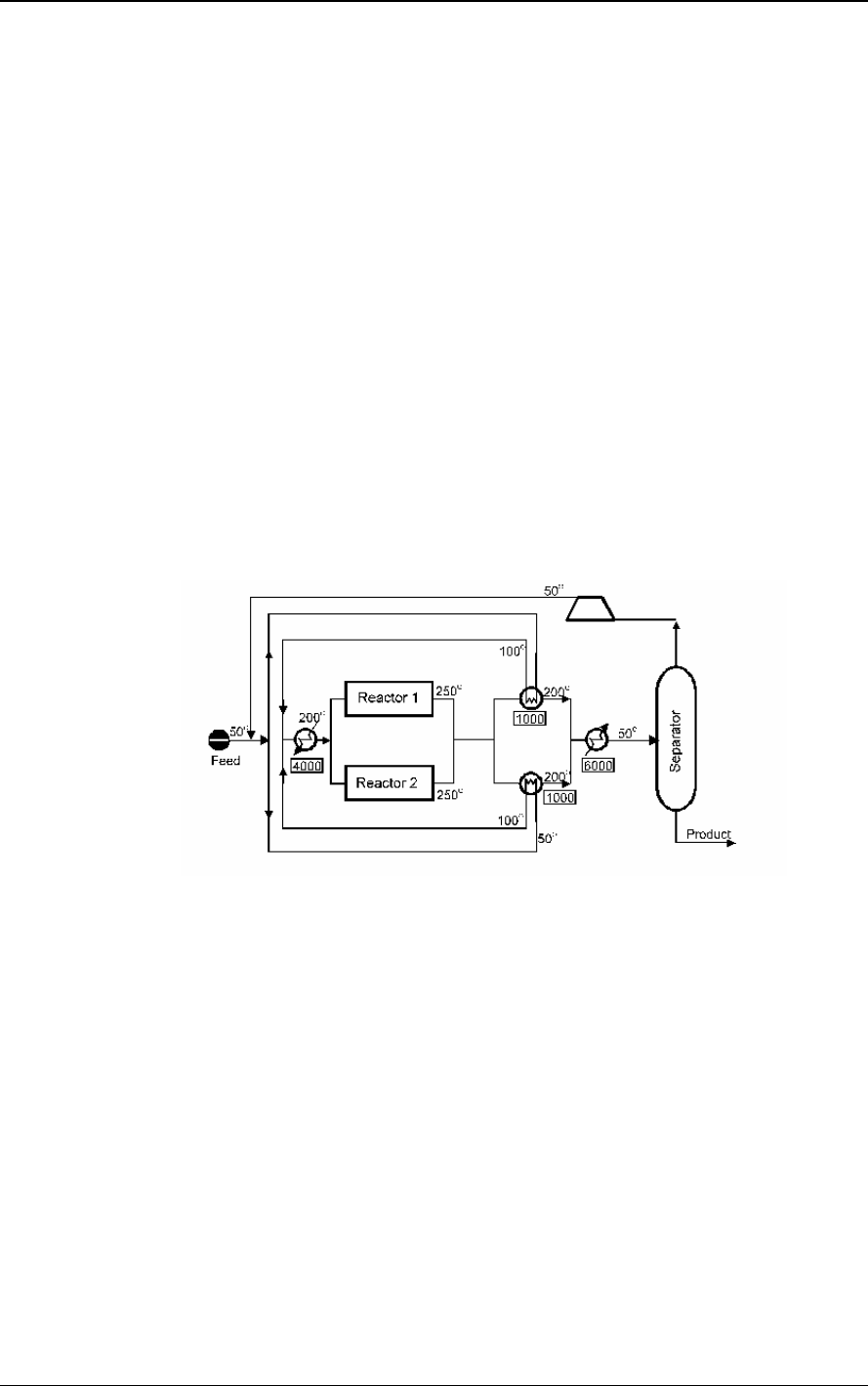
Introduction to Pinch Technology
48 © Copyright 1998 Linnhoff March
The thermal data, which involves the stream heating and cooling information and utilities
information, is the most critical data required for pinch analysis.
There are several possibilities
for extracting the thermal data from a given heat and material balance. This must be done
carefully, as poor data extraction can easily lead to missed opportunities for improved
process design.
In extreme cases, poor data extraction can falsely present the existing
process flow-sheet as optimal in terms of energy efficiency.
If the data extraction accepts all
the features of the existing flow-sheet then there will be no scope for improvement. If it does
not accept any features of the existing flow-sheet then pinch analysis may over-estimate the
potential benefits. Appropriate data extraction accepts only the critical sections of the plant
which can not be changed. Data extraction skill develops with increased experience in the
application of pinch technology. However, over the years, simple heuristic rules have been
developed for data extraction.
In this section these rules are covered in more detail. Since the
quality of the final results in many cases depends on the quality of data extraction it is
important to understand the significance of these rules.
10.1 Do not carry over features of the existing solution
This rule is illustrated with the example below. Figure 51 shows an example process flow-
sheet.
Figure 51: Example Process Flowsheet
Figure 52 shows a literal data extraction from the flow-sheet on an exchanger by exchanger
basis resulting in the network design on the right. This network design is identical to the one
in the original flow-sheet.
The engineer performing the study would naturally conclude that the
original design is optimal and that the application of pinch technology has resulted in no
benefit.
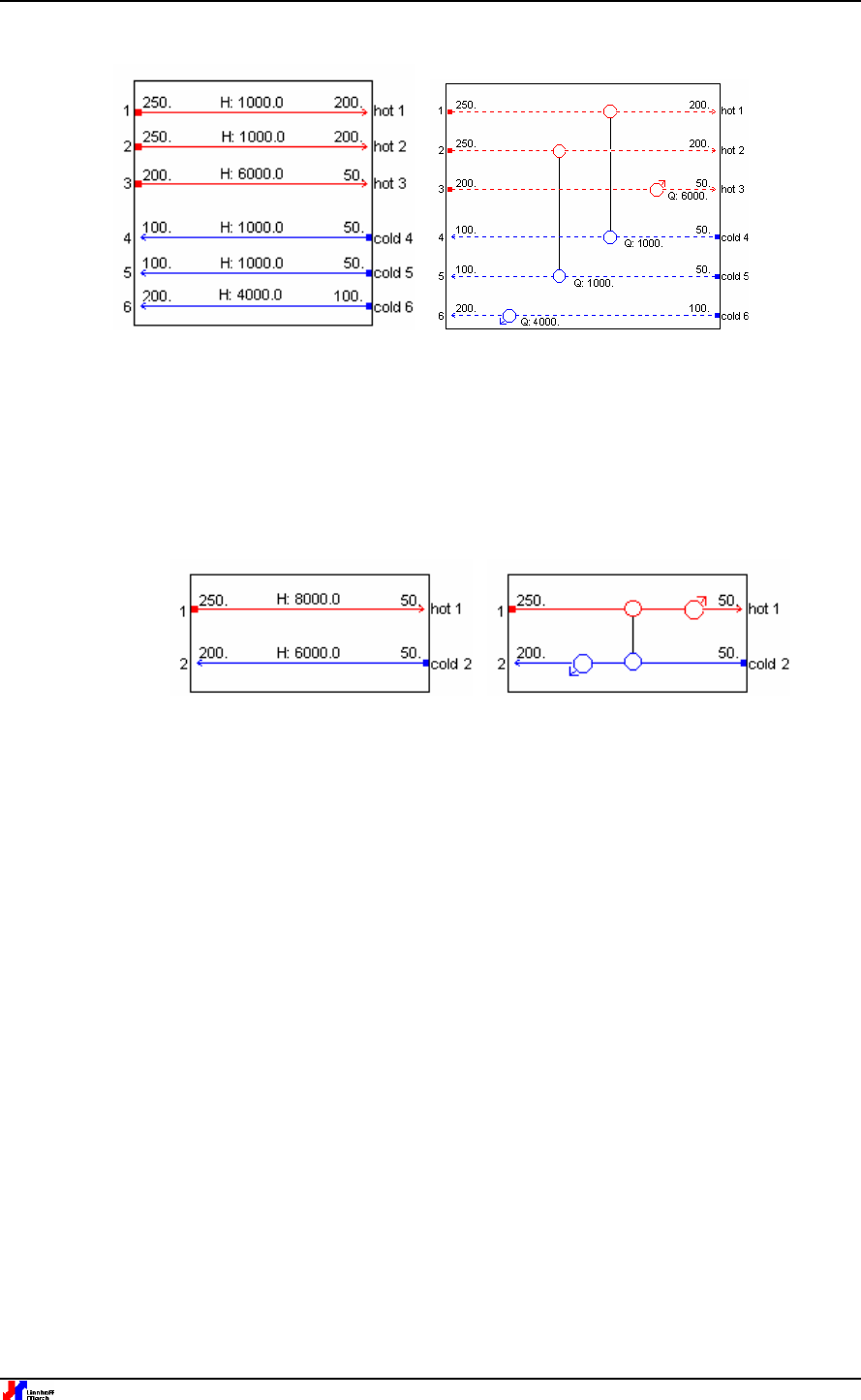
Introduction to Pinch Technology
49
Figure 52: Original Data Extraction and Design
Figure 53 shows an appropriate method of data extraction from the flow-sheet.
All the three
cold streams previously extracted can be equated to just one cold stream as shown, and
likewise only one hot stream needs to be extracted.
The resulting design is much simpler from
capital cost view-point and shows significant additional potential for improved energy recovery
(the network can achieve much lower DT
min
). The “proper” data extraction does not close off
any potential energy saving opportunities.
Figure 53: Improved Data Extraction and Design
The message is simply that the engineer should be careful in separating the relevant stream
data from the solution features of the previous design.
This does require a certain skill and
experience along with some knowledge of the process itself.
However the principles
explained in the following sections [3] should make it possible for an experienced process
engineer without much experience in Pinch Technology to extract the data without significant
errors.
10.2 Do not mix streams at different temperatures
One common problem in data extraction occurs when the process flow-sheet involves the
mixing of process streams at different temperatures.
When the streams are at different
temperatures, the mixing junction then acts as a direct contact heat exchanger.
An existing
exchanger is clearly part of the existing feature and should not be extracted as it is with the
stream data. Figure 54 below illustrates the problems with such a data extraction. Figure
54(a) shows a part of an existing flow-sheet where two process streams at different
temperatures are mixed together.
The mixing junction could involve cross-pinch heat transfer,
as shown in Figure 54(b), and therefore increase the overall process energy requirement.
To
avoid this, it is advised that if mixing must take place due to process reasons, the streams
involved in mixing should be extracted as being mixed at the same temperature as illustrated
in Figure 54(c).
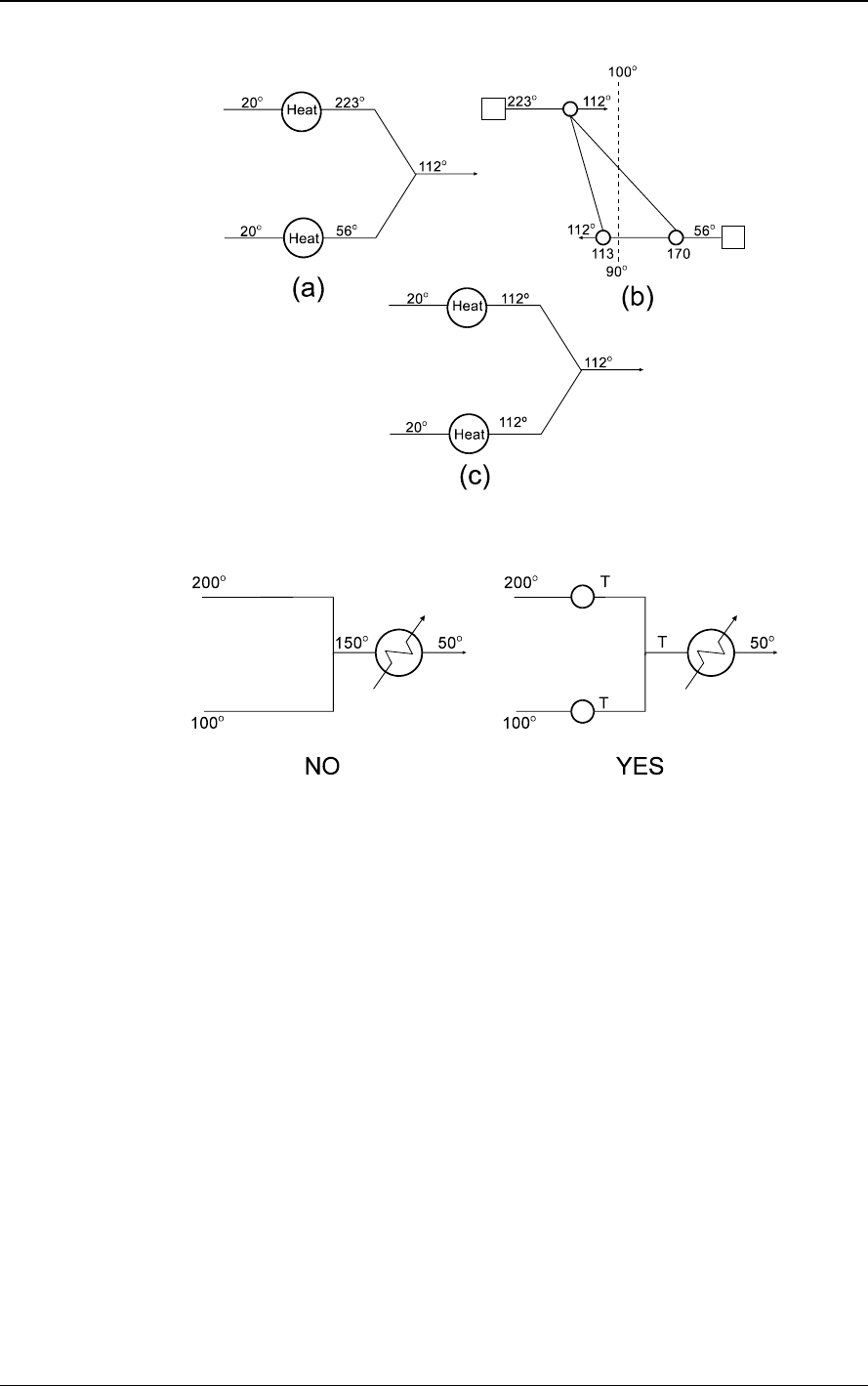
Introduction to Pinch Technology
50 © Copyright 1998 Linnhoff March
Figure 54: Mixing at different temperatures may involve in-efficient cross-pinch heat transfer
thus increasing the energy requirement.
Figure 55: Isothermal mixing avoids cross-pinch heat transfer so do not mix at different
temperatures.
Figure 55 summarises the data extraction rule regarding non-isothermal mixing in flowsheets.
The correct data extraction must consider isothermal mixing.
The temperature for isothermal
mixing (T) can be chosen according to convenience.
This rule has significant benefit but can imply significant changes to the process flowsheet.
For example, the existing heat exchangers will no longer match the stream duty. For this
reason it is not applied automatically in PinchExpress. Instead, the rule must be applied
manually by changing the simulation or editing the data after transferral into PinchExpress. In
SuperTarget Process, however, the user is indeed given the option of applying the rule
automatically.
10.3 Extract at effective temperatures
For data extraction, the effective stream temperatures are more important than the actual
stream temperatures. For example, for a hot stream it is important to know what temperature
it is available at to exchange heat against cold streams, rather than its actual temperature.
Similarly, for cold streams it is the temperature at which heat must be supplied to them that is
important.
Consider the example in Figure 56.
A reactor product stream is released at 1000°C
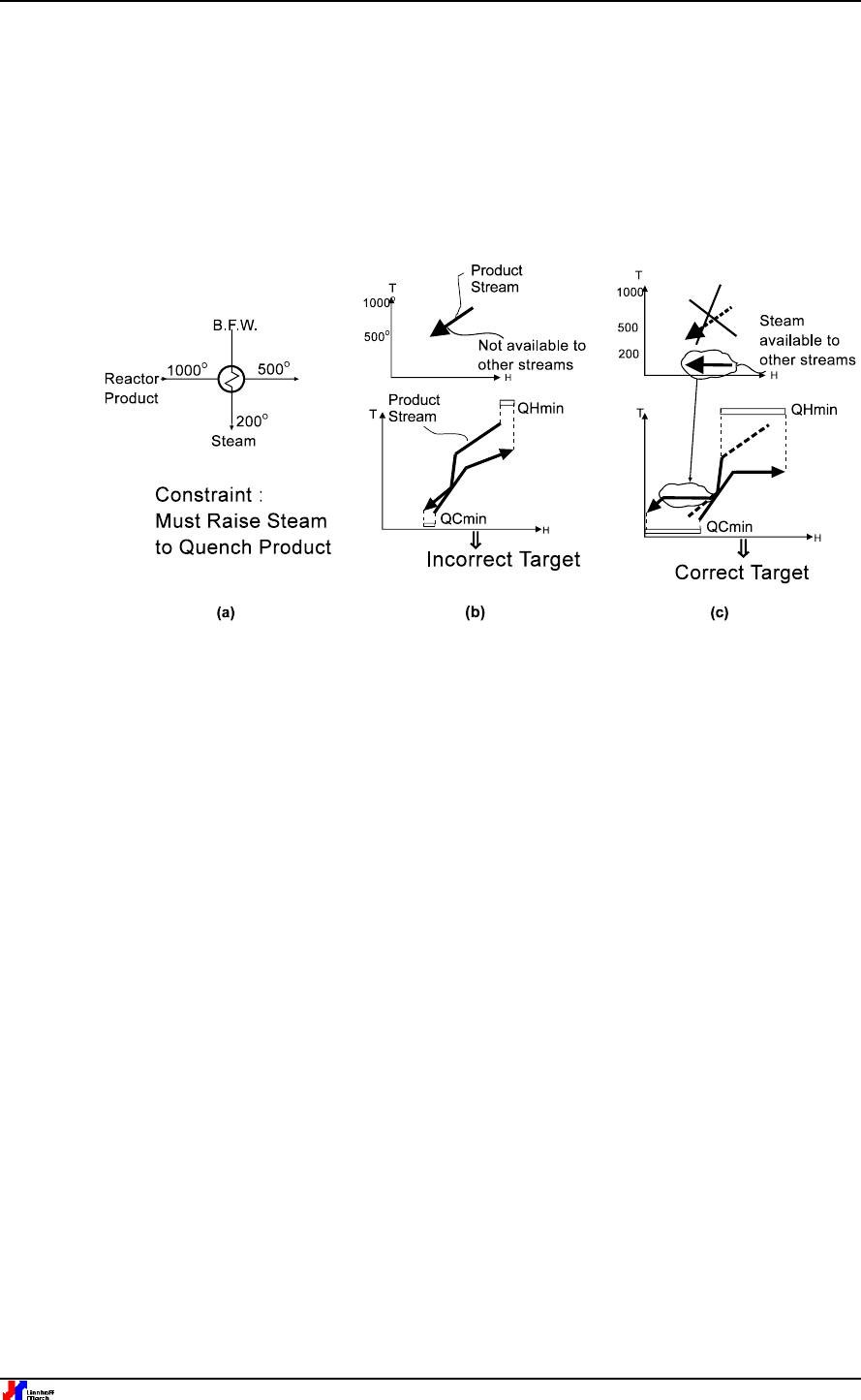
Introduction to Pinch Technology
51
and is to be cooled to 500°C.
The important feature of this product cooling is that it must be
quenched, during which steam is raised (e.g. ethylene process reactor product quenching).
As a result of this restriction, the temperature at which the heat in the product stream is
available to other streams is not 1000°C to 500ºC but the temperature at which steam is
raised.
It would be incorrect to extract the stream temperatures as from 1000°C to 500°C.
The
energy target would be over-optimistic.
Extracting at the effective temperature (condensing
steam temperature) gives the correct target.
Figure 56: Every stream must be extracted at the temperature at which it is available to other
process streams.
10.4 Extract streams on the safe side
The enthalpy change of some streams is significantly non-linear.
This is particularly true for
condensing/vaporising streams.
In such situations, adopting just one value of CP might lead
to inaccurate results.
It is more accurate to represent the stream in as many “segments” as is
required to closely mimic the heating and cooling curve of the stream.
However, the position
of the extracted stream with respect to the actual stream curve is also important.
In Figure
57(a), the extracted stream (straight line) is colder than the actual stream at the high
temperature end.
If there is a hot stream hot enough for the extracted stream but not hot
enough for the actual stream, an infeasible match will result. Figure 57(b) features safe side
extraction because the actual cold stream is colder than each of the three extracted
segments.
To linearise on the safe side (Figure 57(c)) therefore means that:
• The actual hot stream must be hotter than the extracted hot stream
• The actual cold stream must be colder than the extracted cold stream
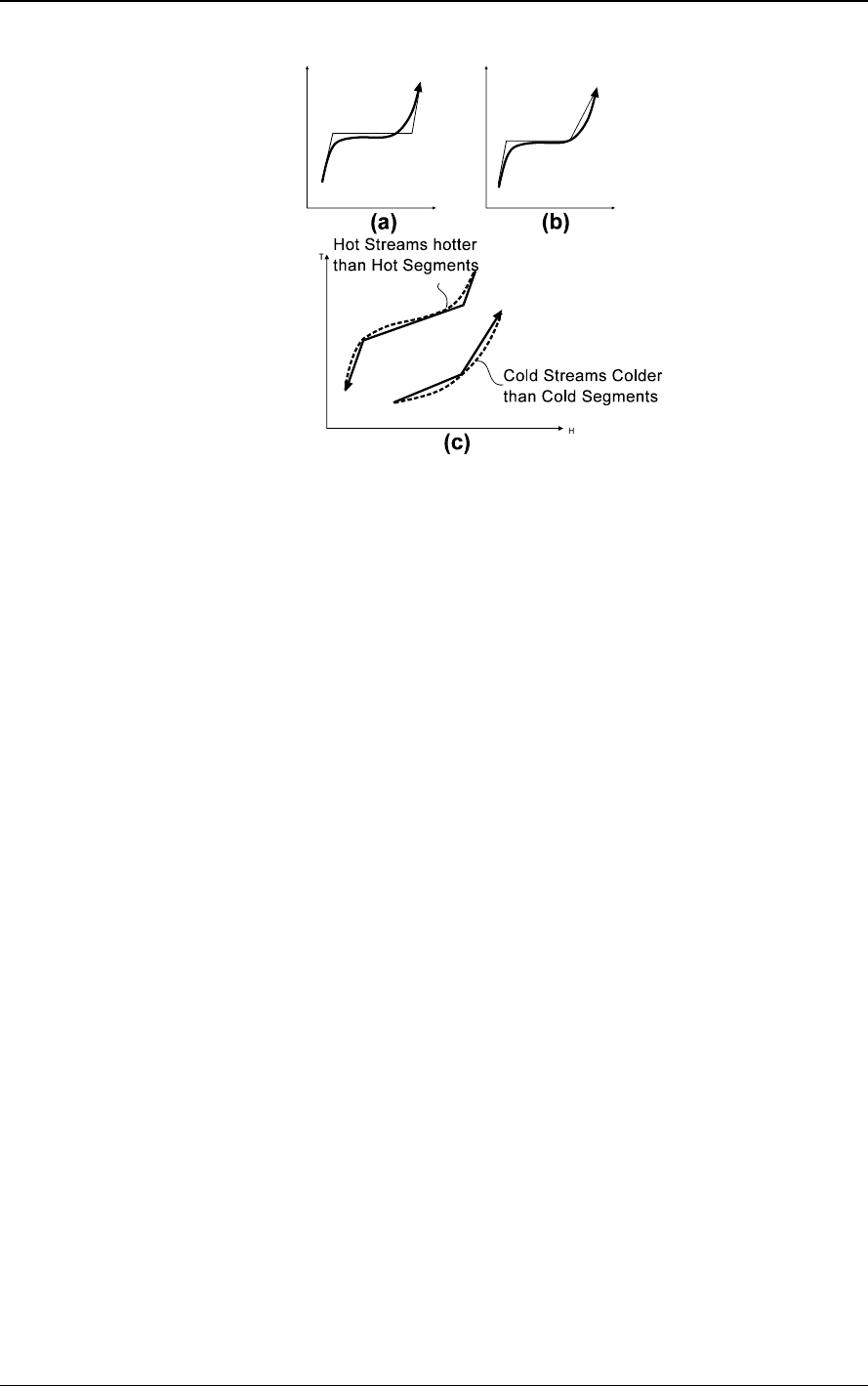
Introduction to Pinch Technology
52 © Copyright 1998 Linnhoff March
Figure 57: Stream linearisation,
a) and b) could be infeasible, c) is safe side linearisation.
This is not an issue when data is transferred to PinchExpress from a simulation because
heating curves are reduced automatically. However, this issue should be kept in mind when
entering data manually, in which case it is up to the user to ensure that heating profiles are
accurately represented.
10.5 Do not extract true utility streams
A true utility stream is a utility stream (i.e., steam, cooling water, refrigerant etc.) that can in
principle be replaced by any other stream (process or utility) for heat exchange purposes.
A
true utility stream should not be therefore extracted as a part of the process.
An example of a
true utility is cooling water used in an exchanger.
Since the cooling water can be replaced by
air cooling, refrigerant cooling or process stream heating, this should not be extracted.
However, when steam is required in a shift reactor to enhance the shift process, the steam is
not a true utility.
This is because the steam is not just used for heating but is necessary for the
reaction and cannot be replaced by another stream.
In such a situation, the steam must be
extracted as a cold stream, to be heated from boiler feed-water conditions to the appropriate
steam temperature and pressure for the reaction, and then vaporised.
Another example that
is not so straightforward is when direct steam is used for reboiling a column.
If this steam is
used just for heating purposes and can be replaced by a reboiler serviced by hot oil, steam or
some other hot utility, it would be treated as a true utility and should not be extracted.
However, if the reboiling must be via direct injection of steam, then the steam is not a utility
and should be extracted as part of the process.
10.6 Identify soft data
The temperature, pressure and enthalpy conditions of some streams within a process are
open to change within certain limits.
Such stream data are termed as “soft” data. An example
of “soft” data is the pump discharge pressure immediately upstream to a vaporiser.
The pump
discharge pressure can be varied within certain limits resulting in a corresponding flexibility in
the vaporisation temperature which is therefore soft data.
Another example of soft data is the
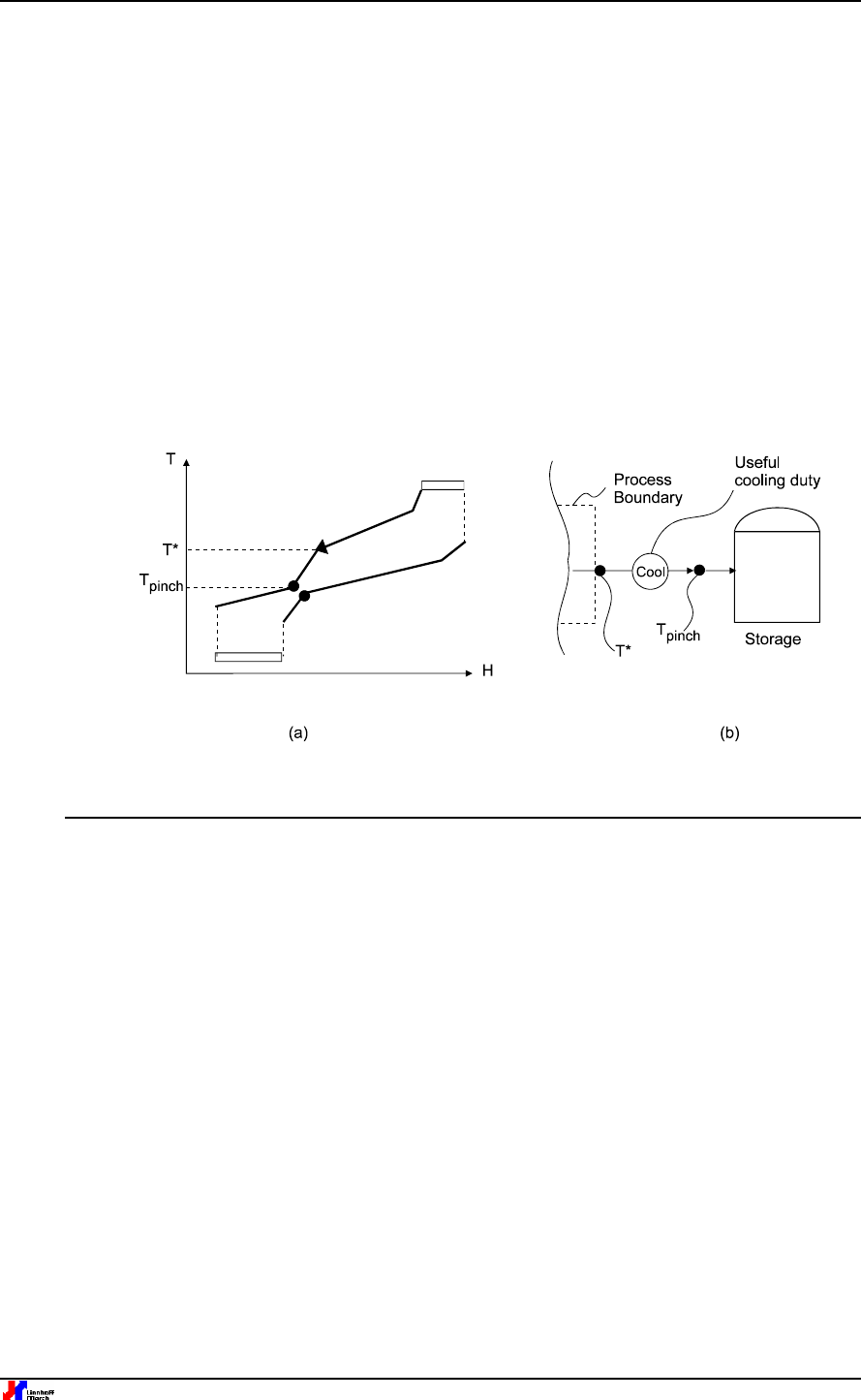
Introduction to Pinch Technology
53
target temperature of a product stream which is to go into storage. The temperature of the
stream going into a storage can be within a substantial temperature range.
Soft data should ideally be extracted such that the overall process energy requirement is
minimised.
For this, the (+)/(-) principle (section 7) for process modifications is applied.
With
the pump discharge pressure being a soft data, the feed vaporiser (a cold stream), should be
extracted at the coldest possible temperature.
In general, it is useful to view the preliminary set of composite curves before deciding how
best to extract the “soft data” as shown in Figure 58.
Figure 58(b) shows a product stream
leaving the process boundary at temperature T* for product storage.
Figure 58(a) shows the
composite curves for the overall process.
T* being greater than the pinch temperature (T
pinch
),
useful heat can still be extracted from the stream up to T
pinch
.
This will further reduce the hot
utility target based on the (+)/(-) principle.
The appropriate data extraction, therefore, in this
case is up to the pinch temperature.
Figure 58: Stream data extraction for “soft data”.
11 Total Site Improvement
Up to this point, heat and power targeting for a single process has been considered. Typically
refinery and petrochemical processes operate as parts of large sites or factories. These sites
have several processes serviced by a centralised utility system involved in steam and power
generation.
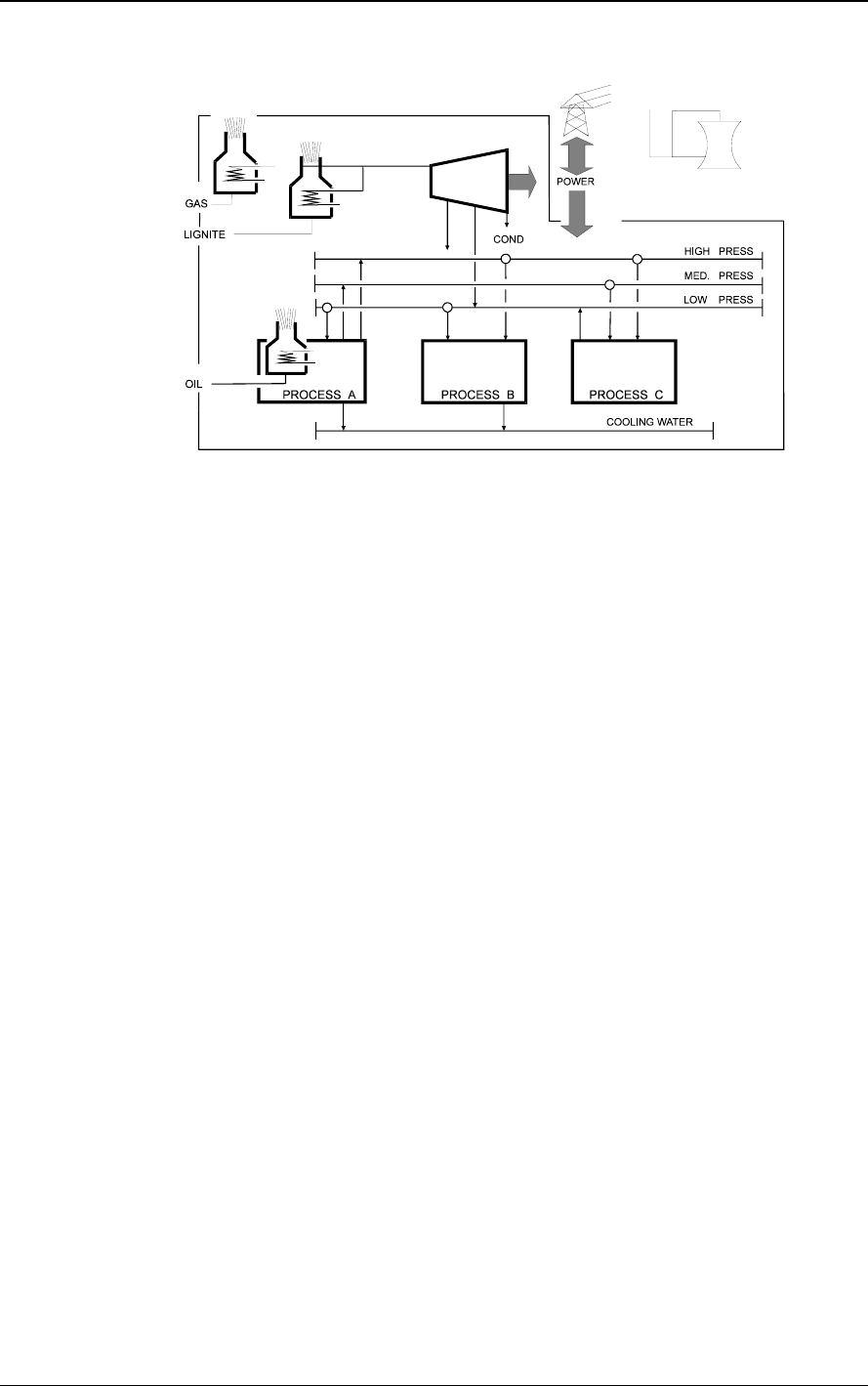
Introduction to Pinch Technology
54 © Copyright 1998 Linnhoff March
Figure 59: Schematic of a site, showing production processes which are operated separately
from each other but are linked indirectly through the utility system.
Figure 59 shows a schematic of a typical process industry site involving several processes.
The production processes, some with their own utilities, are served by a common central
utility system. The utility system consumes fuel (e.g. gas and lignite), generates power and
supplies the necessary steam through several steam mains. There is both consumption and
recovery of process steam via the steam mains. Process furnaces also consume fuel. The
site imports or exports power to balance the on-site power generation. The process steam
heating and cooling demands and co-generation potential dictate the site-wide fuel demand
via the utility system.
Usually the individual production processes and the central services are controlled by
different departments. A number of different business units may occupy different subsections
of the site and operate independently. The site infrastructure therefore usually suffers from an
inadequate overview. To rectify it requires a simultaneous approach to consider individual
process issues alongside sitewide utility planning in the single context of making products
from feedstocks with minimum use of capital and energy in all forms. Total site improvement
using pinch technology provides an aid to sitewide planning for reduction in energy and
associated emissions. The SuperTarget Site module allows Engineers to undertake the type of
total site projects described in this section.
11.1 Total site data extraction
The heating and cooling requirements of the individual processes are represented by their
respective grand composite curves (section 5). The grand composite curve lays open the
process-utility interface for a single process. The grand composite curves can be used in
identifying potential heat recovery via steam mains for a small number of processes. However, for
a site involving several production processes (say 40), the grand composite curve of each
process will suggest different steam levels. The identification of correct compromise in steam
levels and loads will therefore become quite complex for a realistic site.

Introduction to Pinch Technology
55
11.1.1 Constructing Total Site Profiles
Pinch technology enables the designer to set utility targets for sites involving several processes
[10, 20]. This capability is based on thermal profiles for the entire site called the "total site
profiles". Total site profiles are constructed from the grand composite curves of the processes in
the site. Figure 60 illustrates the construction of the total site profiles using only two processes
(for demonstration purposes only). The construction starts with the grand composite curves of the
individual processes as shown in the figure. Prior to the construction of the total site profiles the
grand composite curves are then modified in two ways:
i) Parts of the grand composite curves that are satisfied by the central utility system are
isolated. The non monotonic parts, or the "pockets", in the individual grand composite curves
are sealed off through vertical lines as shown in Figure 60. Also parts of the curve directly
satisfied by a non-central utility (such as furnace heating within a process) are excluded from
the analysis. The remaining parts are the net heat source and sink elements to be satisfied by
the central utility system. The source elements as identified in the figure are C and G while
the sink elements are A, B, D, E and F as shown in Figure 60.
Figure 60: Construction of Total Site Profiles from process grand composite curves
ii) The source and sink elements of the resulting grand composite curves are shifted by 1/2
DT
min
. Source element temperatures are reduced by 1/2 DT
min
while the sink element
temperatures are increased by 1/2 DT
min
as shown in Figure 60. This temperature shift
reverts the temperature scale back from shifted to real temperatures.
The construction of the total site profiles from the modified grand composite curves is also
shown in Figure 60. The construction simply involves the generation of "Composite Curves"
from the shifted source and sink elements. The composite of the source elements is called
the "Site Source Profile" while that of the sink elements is called the "Site Sink Profile". For
illustration purposes, the individual sink elements (A, B, D, E and F) and source elements (C
and G) have been highlighted throughout Figure 60. The temperature shift as shown in Figure
60 ensures that the total site profiles are in real temperatures.
11.1.2 Adding steam users not accounted in process stream data
Site source sink profiles primarily originate from the process grand composite curves. There
are other steam requirements which are not represented in the grand composite curve. These
are:
• Steam for ejectors, reactors, etc.
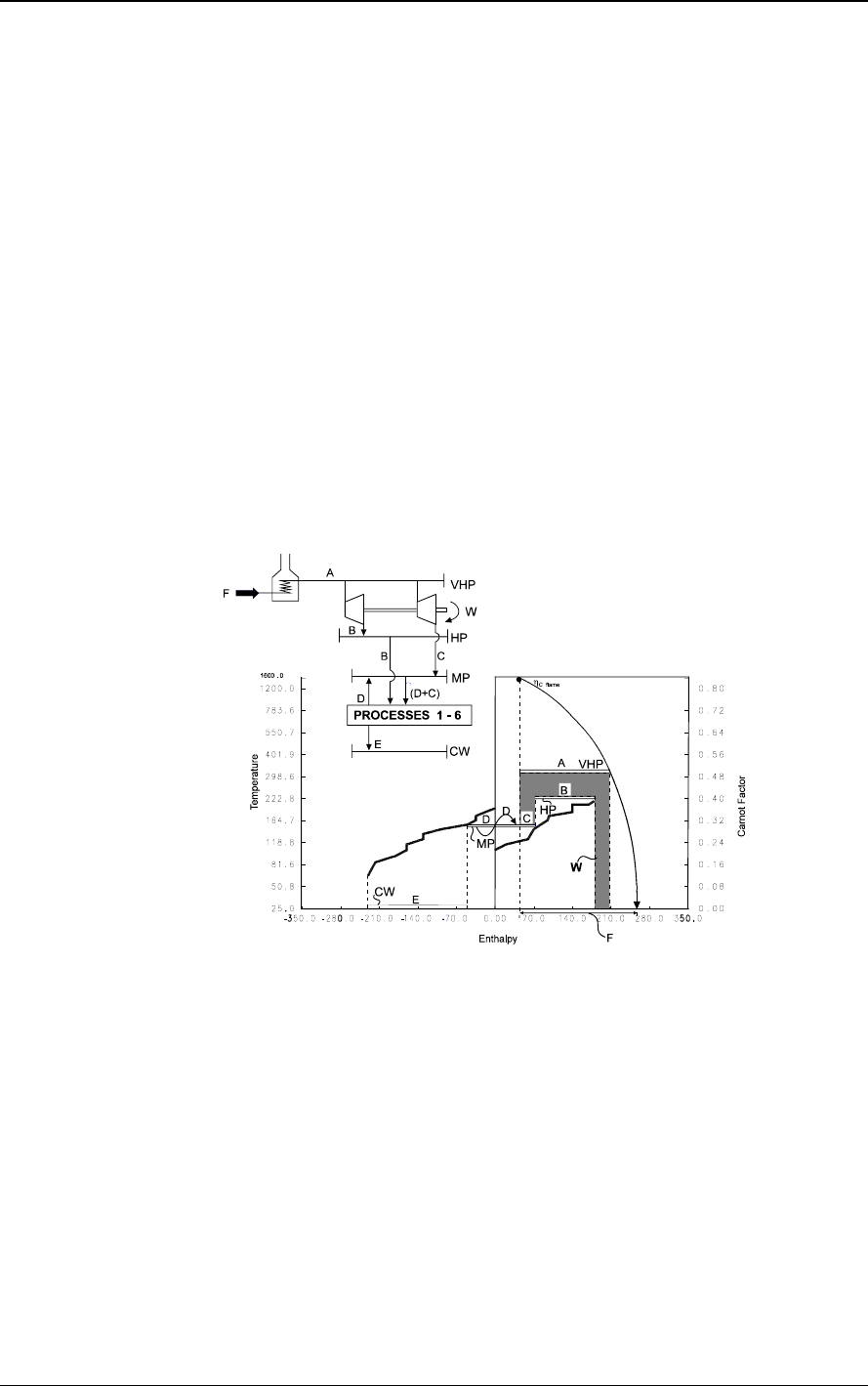
Introduction to Pinch Technology
56 © Copyright 1998 Linnhoff March
• Tracing steam
• Unaccountable steam usage
These need to be considered in determining the correct utility system for the site. These
steam demands are considered as sink elements and are added to the site sink profile
without any temperature correction.
11.2 Total site analysis
11.2.1 Setting total site targets
The total site targets are developed via a combined use of Total Site Profiles and a Steam
System Simulator (e.g. Linnhoff March's Steam package) [10, 20]. Figure 61 illustrates site-
wide utilities targeting based on total site profiles and steam system simulation. The figure
shows the corresponding utilities schematic and total site profiles with the utilities placed
appropriately. Note that the vertical axis is now changed from temperature to Carnot factor (1-
T
o
/T). This allows direct visualisation of co-generation as shown by the shaded area in Figure
61.
Figure 61: Total site targeting for fuel, co-generation, emissions and cooling
The target for MP steam generation from all the processes is D. This partly satisfies the MP
demand. The remaining targeted MP demand (C) is provided by the turbine system. The
targeted HP steam demand for all the processes is (B). Thus the turbine system needs to
satisfy MP steam demand (C) and HP steam demand (B). Using steam system simulation
software the co-generation (W) and generating steam requirement at VHP level (A) are
calculated. The shaded area also indicates co-generation (W). From the VHP load the fuel
requirement (F) can be calculated using a standard boiler model in the steam system
simulator. This is indicated by a horizontal projection of the fuel profile on the enthalpy axis on
total site profiles. Knowing the fuel composition the fuel related emissions can be calculated.
The cooling demand for the total site as identified by the total site profiles is E. Thus starting
from individual process grand composite curves and using a steam system simulator targets
can be set for site fuel, co-generation, site emissions and cooling. The steam level placement
against total site profiles is in real temperatures the same as the total site profiles.
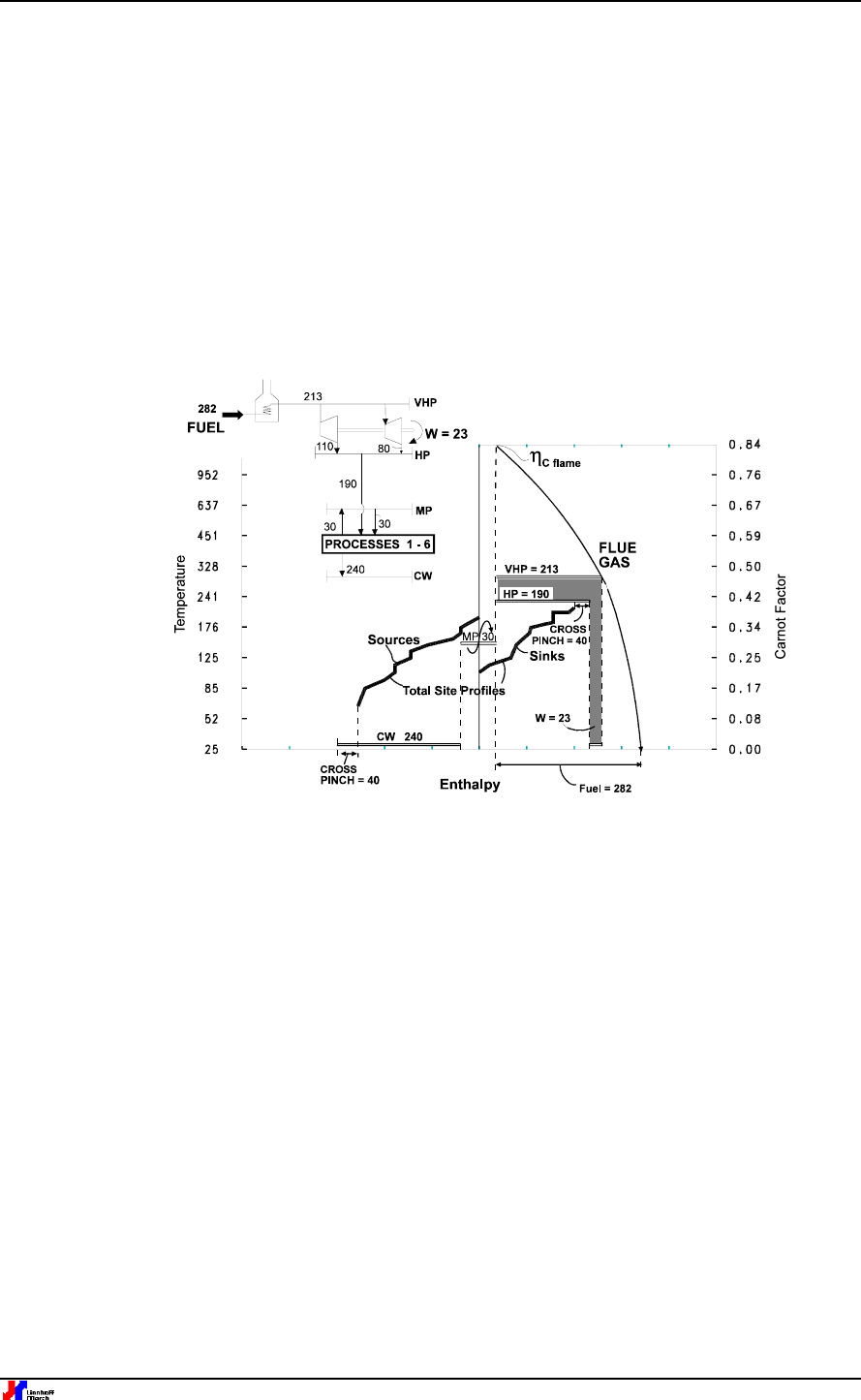
Introduction to Pinch Technology
57
The steam system simulation involves the simulation of the turbine system and the boiler
house. The model can be used to evaluate the co-generation and fuel consumption. In
addition the model can be used to check the constraints of the existing equipment along with
changes in steam demand, steam level, fuel type, power demand, utility costs, boiler feed
water heating etc.
11.2.2 Case study - Total site analysis
The use of total site profiles is illustrated with the following example, which relates to a site
expansion project [10, 20]. The example shows how the procedure can identify options that
result in significant capital cost savings and lower operating costs than conventional
solutions.
Figure 62: Existing site
Figure 62 above shows the example site with six processes as operating prior to the
expansion project. The existing utility system and the total site profiles are shown. The high
pressure (HP) steam mains receives steam from the central turbine system(190 MW). The
medium pressure (MP) mains is not connected to the turbine system. At the MP level, steam
generation from the processes and consumption by the processes are in balance (30 MW
each). The total site profile construction reveals an overall cross pinch heat transfer (in all
processes and the utility system) of 40 MW. The site co-generation is 23 MW and site fuel
consumption is 282 MW.
A site expansion is planned that involves the introduction of a new process into the existing
site. Figure 63 shows the proposed expansion plan with total site profiles and a utility sketch.
Both the source and the sink profiles are enlarged as a result of the expansion.
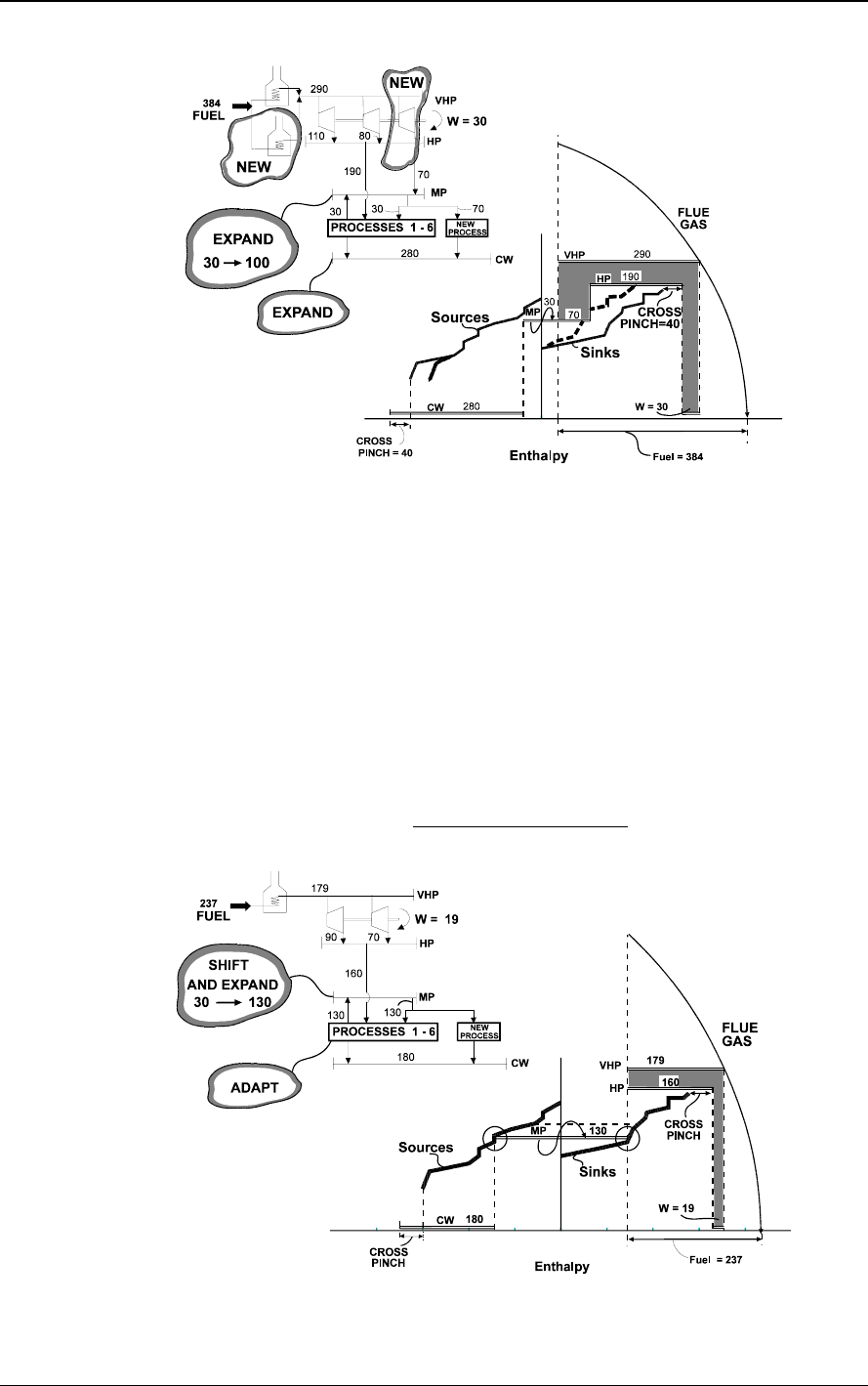
Introduction to Pinch Technology
58 © Copyright 1998 Linnhoff March
Figure 63: Proposed expansion of the site involving addition of a new process
The initial study subjected the new process to a careful individual optimisation resulting in a
minimum energy requirement of 70 MW of MP steam. That steam is to be supplied via a new
turbine which links into the existing VHP and MP mains. In order to generate the additional
VHP steam (from 213 to 290 MW), a new boiler is planned. Also an expansion of the
cooling water system is necessary (from 240 to 280 MW).
However, the total site profiles reveal additional information. Since the profiles have changed
significantly as a result of the expansion, MP steam is no longer appropriate: it does not
exploit the driving forces available between the steam levels and the site sink profile. Pinch
analysis indicates that the MP steam pressure needs to be reduced. This is implemented in
Figure 64. The reduction in the MP steam pressure has been selected such that MP steam
generation is in balance with its use and its load is maximised
. Only a small pressure shift
was found necessary. As a consequence, the VHP steam demand is reduced significantly.
Figure 64: Alternative option based on Total Site Profiles
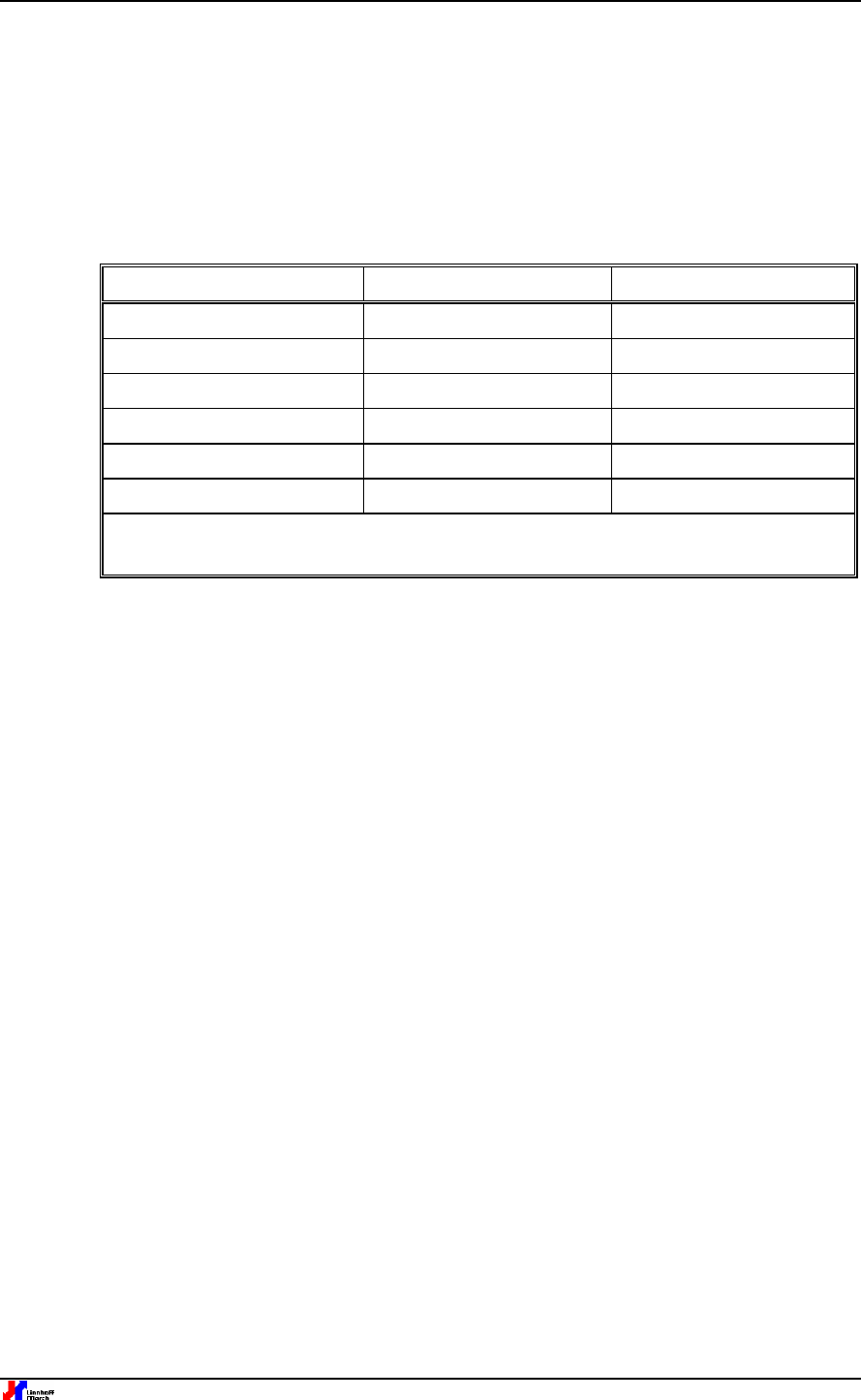
Introduction to Pinch Technology
59
Comparing the proposed expansion plan (Figure 63) with the alternative plan (Figure 64), it is
seen that there is reduction in energy and capital cost as well as a corresponding reduction in
emissions (see the table below). The alternative plan does not require investment in a new
turbine or a new boiler. It also does not require any expansion in the cooling capacity. The
alternative plan shows a reduction of 19% in the utilities operating cost and a global reduction
of 15% in emissions.
Proposed Design Alternative Design
Total utilities operating cost 100% 81%
CO
2
(global) 100% 85%
Capital cost implications Expand MP steam Shift MP steam and expand
New turbine Adapt process to suit
New boiler
Expand cooling
Site power demand = 50 MW; cost data: fuel = $98/(kW.yr), power = $400/(kW.yr), cooling water =
$5/(kW.yr).
Table 5: Example case study: Comparison of operating and capital costs
Reference [10] provides further options involving process and utilities modifications for the
example case study.
By using the total site analysis, the most promising options for utilities and/or process can be
screened at the targeting stage. Since steam is simply an intermediate mechanism for heat
transfer, its cost is no longer a factor. All designs are directly evaluated in terms of fuel and
power at the site boundary.
References [1, 28, 30] provide information regarding applications of total site to real projects.
11.3 Selection of options: Total Site Road Map
Once the site has been translated to total site profiles, modelled with a steam system
simulation and different scenarios for site development have been explored, it is possible to
establish a relationship between investment and benefit of all the projects in the site. Such a
representation is called the “road map” for site development. Each route in a road-map
consists of a series of mutually compatible projects. Each project package is explored for its
technical and economic feasibility. The designer or planner can use the information from the
road-map to plan a “route” or a strategy for long term site development. Figure 65 shows an
example of a road map.
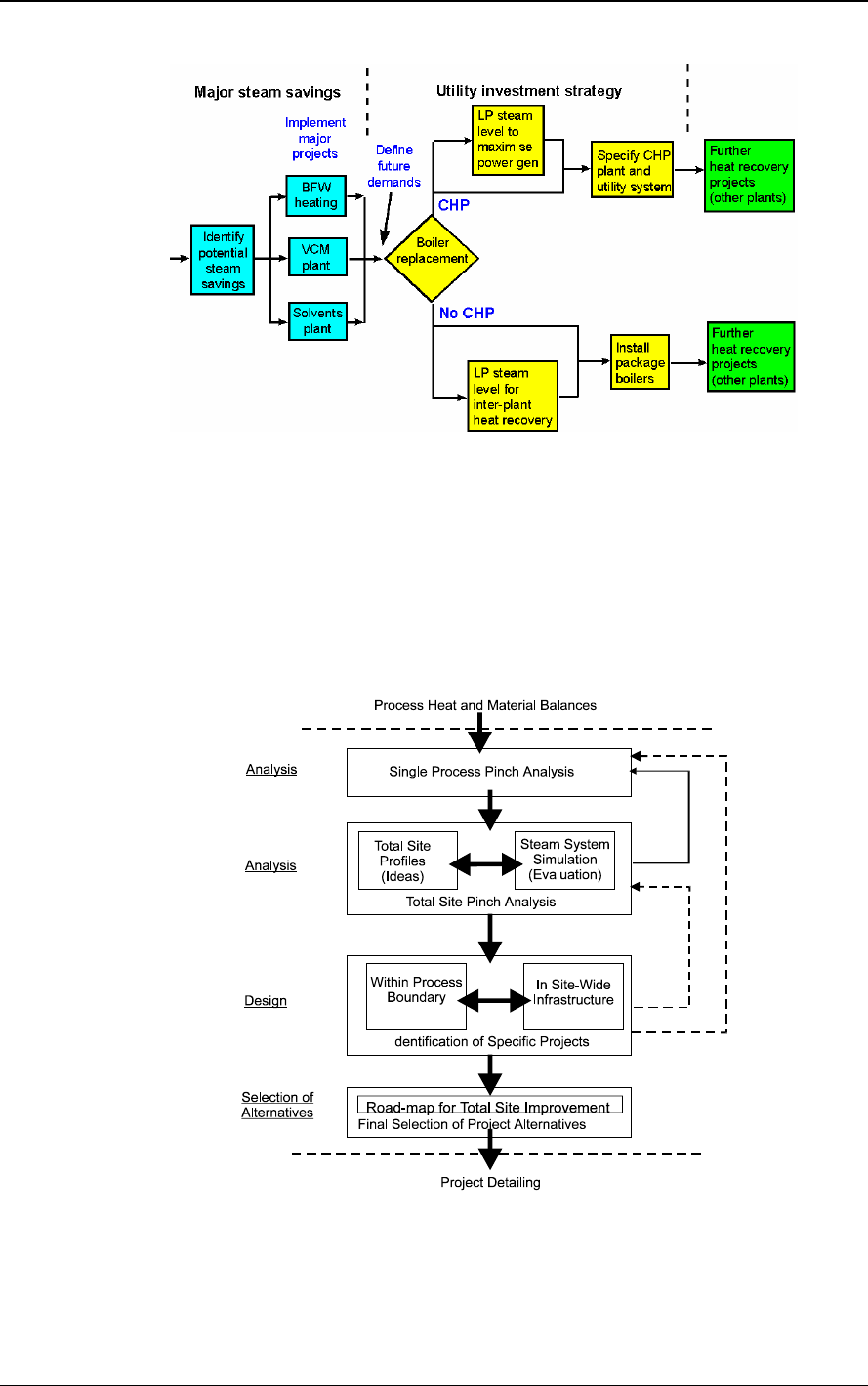
Introduction to Pinch Technology
60 © Copyright 1998 Linnhoff March
Figure 65: Total Site Road Map
This approach provides a high level of confidence that the planning scenario offers the most
effective use of the capital. The total site road map can thus combine the information of
process wise improvements and sitewide improvements in one coherent plan.
11.3.1 Summary: Total Site Improvement
Figure 66 summarises the key steps in total site improvement based on pinch technology.
The key steps are listed as follows:
Figure 66: Key steps in total site improvement
a) Single Process Pinch Analysis: Starting from process heat and material balances of
individual processes, pinch analysis establishes key options for process modifications, energy
recovery (savings in non-central utilities) and targets for multiple utilities. The grand

Introduction to Pinch Technology
61
composite curves are ready for total site analysis. Initial trade-off is set between process fuel
and steam levels.
b) Total Site Pinch Analysis: Total site profiles are constructed from the individual process
grand composite curves and the site infrastructure (e.g. steam system) is simulated. These
tools are used together to set targets for infrastructure improvements and process wise
improvements. Re-visit step (a) and re-set infrastructure assumptions such as steam mains
pressures if they are changed in step (b).
c) Identification of Specific Projects: The targets obtained during individual process analysis
are translated into specific network design changes. Simultaneously, the infrastructure
improvement options are developed in more detail at an equipment level.
d) Final Selection of Project Alternatives (From Total Site Road Map): The specific projects
identified in step (c) are put together in a coherent plan for a total site involving alternative
routes of compatible projects. This is followed by final selection of process-wise and
infrastructure options for implementation. This stage is followed by project detailing.

Introduction to Pinch Technology
62 © Copyright 1998 Linnhoff March
12 References
1. Linnhoff B, “Use Pinch Analysis to Knock Down Capital Costs and Emissions”, Chemical
Engineering Progress, August 1994.
2. Linnhoff B, D.W. Townsend, D. Boland, G.F. Hewitt, B.E.A. Thomas, A.R.Guy, and R.H.
Marsland, “User Guide on Process Integration for the Efficient Use of Energy”, IChemE,
Rugby, U.K. (1982).
3. Pinch Analysis Foundation Training Course, available from Linnhoff March Ltd, UK.
4. “SuperTarget” pinch analysis software suite, available from Linnhoff March Ltd, UK.
5. Townsend, D. W., and B. Linnhoff, “Heat and Power Networks in Process Design, Part I:
Criteria for Placement of Heat Engines and Heat Pumps in Process Networks”, AIChE J.,
29(5), pp. 742-748 (May 1983). “Part II: Design Procedure for Equipment Selection and
Process Matching”, AIChE J., 29(5), pp. 748-771 (May 1983).
6. Linnhoff, B, H Dunford, and R. Smith, “Heat Integration of Distillation Columns into
Overall Processes”, Chem. Eng. Sc., 38(8), pp. 1175-1188 (1983).
7. Smith, R., and P.S. Jones, “The Optimal Design of Integrated Evaporation Systems”,
Heat Recov. Sys. & CHP, 10 (4), pp. 341-368 (1990).
8. Linnhoff B, and S. Ahmad, “Cost Optimum Heat Exchanger Networks, Part 1: Minimum
Energy and Capital using Simple Models for Capital Cost“, Comp. & Chem. Eng. 14 (7),
pp. 729-750 (1990). Ahmad S., B. Linnhoff, and R. Smith, “Part 2: Targets and Design for
Detailed Capital Cost Models, “Comp. & Chem. Eng., 14 (7), pp. 751-767 (1990).
9. Tjoe, T. N., and B. Linnhoff, “Using Pinch Technology for Process Retrofit”, Chem. Eng.,
pp. 47-60 (Apr. 28, 1986).
10. Dhole, V. R., and B. Linnhoff, “Total Site Targets for Fuel, Co-generation, emissions, and
Cooling”, Comp. & Chem. Eng., 17 suppl. pp. s101-s109 (1993).
11. Linnhoff, B., and V.R.Dhole, “Shaftwork Targets for Low Temperature Process Design”,
Chem. Eng. Sci., 47 (8), pp. 2,081-2,091 (1992).
12. Dhole, V. R., and B. Linnhoff , “Overall Design of Subambient Plants”, Comp. and Chem.
Eng., 18, suppl. pp. s105-s111 (1994).
13. Linnhoff, B., and E. Kotjabasakis, “Process Optimisation: Downstream Paths for Operable
Process Design,” Chem. Eng. Progress, 82 (5), pp. 23-28 (May 1986).
14. Obeng, E. D. A., and G. J. Ashton, “On Pinch Technology Based Procedures for the
Design of Batch Processes”, Chem. Eng. Res. & Des., 66, pp. 225-259 (1988).
15. Dhole, V. R., and B. Linnhoff, “Distillation Column Targets”, Comp. & Chem. Eng., 17
(5/6), pp. 549-560 (1993).
16. Linnhoff B., and D. R. Vredeveld, “Pinch Technology Has Come Of Age”, Chem. Eng.
Progress, 80 (7), pp. 33-40 (July 1984).

Introduction to Pinch Technology
63
17. Linnhoff, B., and G. T. Polley, “Stepping Beyond the Pinch”, The Chem. Eng., pp/ 25-32
(Feb. 1988).
18. Smith, R., and B. Linnhoff, “The Design of Separators in the Context of Overall
Processes”, Chem. Eng. Res. & Des., 66, pp. 195-228 (May 1988).
19. Kotjabasakis, E., and b. Linnhoff, “Better System Design Reduces Heat Exchanger
Fouling Costs”, Oil & Gas J., pp. 49-56 (Sept. 1987).
20. Linnhoff, B., and V. R. Dhole, “Targeting for CO
2
Emissions for Total Sites”, Chem. Ing.
Tech., 16, pp. 256-259 (1993).
21. Rossiter, A. P., H. D. Spriggs, and H. Klee, Jr., “Apply Process Integration to Waste
Minimisation“, Chem. Eng. Progress, 89 (1), pp. 30-36 (Jan. 1993).
22. Smith, R., and E. A. Petela, “Waste Minimisation in the Process Industries”, “1: The
Problem”, The Chem. Eng., pp. 24-25 (Oct. 1991); “2: Reactors“, The Chem. Eng., pp.
17-23 (Dec. 1991); “3: Separation and Recycle Systems“, The Chem. Eng., pp. 24-28
(Feb. 1992); “4: Process Operations“, The Chem. Eng., pp. 21-23 (Apr. 1992); “5: Utility
Waste”, The Chem. Eng., pp. 32-35 (July 1992).
23. Morgan, S., “Use Process Integration to Improve Process Designs and the Design
Process“, Chem. Eng. Progress, 88 (9), pp. 62-68 (Sept. 1992).
24. Brown, K. J., “Process Integration Initiative” (review of the process integration initiatives
funded under the Energy Efficiency R&D Programme), Energy Technology Support Unit,
Harwell Laboratory, Didcot, U.K. (July 1989).
25. Natori, Y., “Managing the Implementation of Pinch Technology in a Large Company”,
presented at the IEA Workshop on Process Integration, Gothenburg, Sweden (Jan.
1992).
26. Trivedi, K. K., K. H. Pang, H. R. Klavers, D. L. O’Young, and B. Linnhoff, “Integrated
Ethylene Process Design using Pinch Technology”, presented at AIChE Meeting, Atlanta
(Apr. 1994).
27. Snoek, J., and T. N. Tjoe, “Process Integration Experience in a Large Company”,
presented at the IEA Workshop on Process Integration, Gothenburg, Sweden (Jan.
1992).
28. Rudman, A., et al., “Experience from Total site Integration”, Linnhoff March International,
Northwich, U.K. (1994).
29. Obata, K., and H. Shibuya, “The Challenge of Minimum Energy Plant Design”, presented
at Ascope 93. Bangkok (Nov. 1993).
30. Yoda, H., H. Shibuya, “An approach to Minimum Energy Plant Design Incorporating Pinch
Technology and State-of-the-Art Equipment”, presented at the 1995 NPRA Annual
Meeting, San Francisco, California (Mar. 1995).
