
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 1 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Supplier Quality Requirements
Contents
SCOPE ..................................................................................................................................................... 2
STANDARD PROCESS FLOW .................................................................................................................... 3
IMPLEMENTATION REQUIREMENTS ...................................................................................................... 3
QUALITY MANAGEMENT SYSTEM (QMS) ............................................................................................... 5
SPECIAL PROCESSES ................................................................................................................................. 6
SUB-TIER SUPPLIERS ................................................................................................................................ 7
COUNTERFEIT AVOIDANCE ...................................................................................................................... 7
PARTS SUBSTITUTION .............................................................................................................................. 7
PROCESS CHANGES .................................................................................................................................. 8
FOREIGN OBJECT DAMAGE (FOD) PREVENTION .................................................................................... 9
MERCURY EXCLUSION ............................................................................................................................. 9
ADDITIVE MANUFACTURING .................................................................................................................. 9
FIRST ARTICLE INSPECTION (FAI) ............................................................................................................. 9
NONCONFORMING MATERIALS ............................................................................................................10
CORRECTIVE AND PREVENTIVE ACTION ...............................................................................................11
RIGHT OF ACCESS ...................................................................................................................................12
MATERIAL ACCEPTANCE ....................................................................................................................12
ELECTRONIC DATA SUBMISSION ...........................................................................................................14
MANUFACTURER IDENTIFICATION .......................................................................................................14
PACKAGING ............................................................................................................................................15
AUTHORIZATION TO SHIP (ATS) BARCODING ......................................................................................15
QUALITY RECORDS .................................................................................................................................16
LANGUAGE .............................................................................................................................................17
CALIBRATION .........................................................................................................................................18
GENERAL REVISION CONTROL ...............................................................................................................18
The following sections (3.23 – 3.31) and Appendices apply only to Sikorsky procurements. ...................18
DRAWING INTERPRETATION .................................................................................................................18
SUPPLIER TECHNICAL HELP ....................................................................................................................18
FLIGHT SAFETY PARTS ............................................................................................................................19
VISION EXAMS .......................................................................................................................................20
REDUCED DIMENSION INSPECTION AND MODEL BASED DEFINITION ................................................20
INSPECTION CHECKLIST .........................................................................................................................20
ACCEPTANCE & QUALIFICATION TESTING ............................................................................................20
AUDIT .....................................................................................................................................................21
CONTROL OF SUB-TIER SUPPLIERS ........................................................................................................21
SUPPLEMENTAL INFORMATION ........................................................................................................... 21
RELATED RESOURCES ........................................................................................................................... 21
REVISION HISTORY ............................................................................................................................... 22
Appendix A - SIKORSKY Designated Quality Representative (DQR) Operating Procedure .................... 23
Appendix B - SIKORSKY Reduced Dimension Drawing and Model Based Definition First Article
Inspection ......................................................................................................................................................... 35
Appendix C – SIKORSKY Foreign Object Damage (FOD) Prevention .................................................... 50

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 2 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
SCOPE
This document defines Lockheed Martin (LM) Rotary Mission Systems (RMS) supplier quality requirements.
Definitions:
Buyer - Identified on and administrates the Purchase Order (PO)
Seller - Supplier identified on the face of the PO
Sub-tier - Suppliers contracted by the Seller to provide parts, materials, perform manufacturing operations, or
perform special processes
Unless specifically defined in this document capitalized terms shall have the same meaning as in the applicable
CorpDoc.
The terms “Item”, “PO”, and “Buyer” as used herein, have the same meaning as the terms “Work”, “Contract”
and “Lockheed Martin”, respectively.
The document applies to Sellers and their Sub-tiers who furnish product, material, processes, or services
(manufacturer or maintenance provider) as a contract requirement regardless of supplier’s industry, regulatory
accreditation, or certification status. Sellers shall flow down applicable requirements to Sub-tiers.
The PO line item may identify additional requirements. Requirements identified in the PO take precedence
over this document in the event of a conflict.
Any exceptions or changes to this document must be approved in writing by LM Supplier Quality and
incorporated in the PO.
These requirements do not apply to Purchase Orders placed between LM businesses.
Seller shall ensure employees involved with fulfillment of LM service or product deliverables understand how
their work contributes to meeting the needs and safety requirements of the customer. Additionally, it is
expected that all Sellers and their employees perform ethically in the course of conducting LM business and Do
What’s Right, Respect Others and Perform With Excellence.
Additional information can be found in the LM Supplier Code of Conduct linked below.
https://www.lockheedmartin.com/content/dam/lockheed-martin/eo/documents/ethics/supplier-code.pdf
SUPPLIER PORTALS
1.1 Sikorsky Purchase Orders:
The Sikorsky Supplier Quality System (SSQS) is accessible through the Sikorsky Supplier Portal. Suppliers must
use SSQS for:
Review Quality Requirements:
o Unique part requirements, including Key Characteristics
o Inspection requirements
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 3 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
o Flight Safety requirements
o Specifications and revision levels
Creating an Authorization to Ship (ATS) number prior to shipment
Submitting Discrepancy Reports as needed to initiate Sikorsky MRB review
Link to SSQS: Sikorsky Supplier Portal https://suppliers.sikorsky.com/
1.2 All Other RMS Purchase Orders:
The RMS Procure-2-Pay (P2P) system is accessible through Exostar. Suppliers must use P2P to:
Review Purchase Order Quality Requirements:
o Inspection: First Article, In-Process, RMS Source Inspection, Government Source Inspection
o Special Processes
o Data Submissions: test, inspection, certifications, etc.
o Part and Specification revision levels
Request required inspections and PO Reviews
Upload required documentation
Create a Barcode prior to shipment
Respond to a Supplier Corrective Action Request (SCAR)
Review a Supplier Corrective Action Notification (SCAN)
Link to Exostar: https://www.myexostar.com/
STANDARD PROCESS FLOW
This section intentionally blank.
IMPLEMENTATION REQUIREMENTS
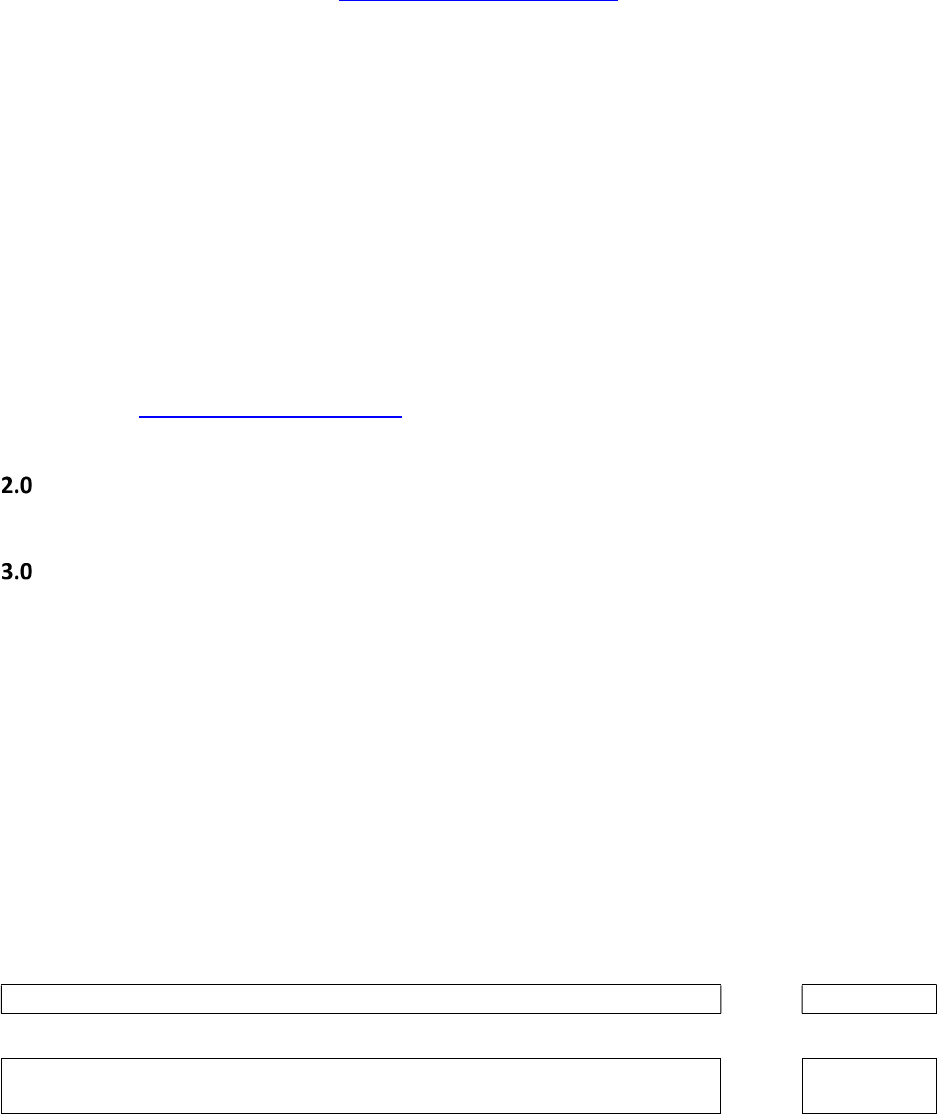
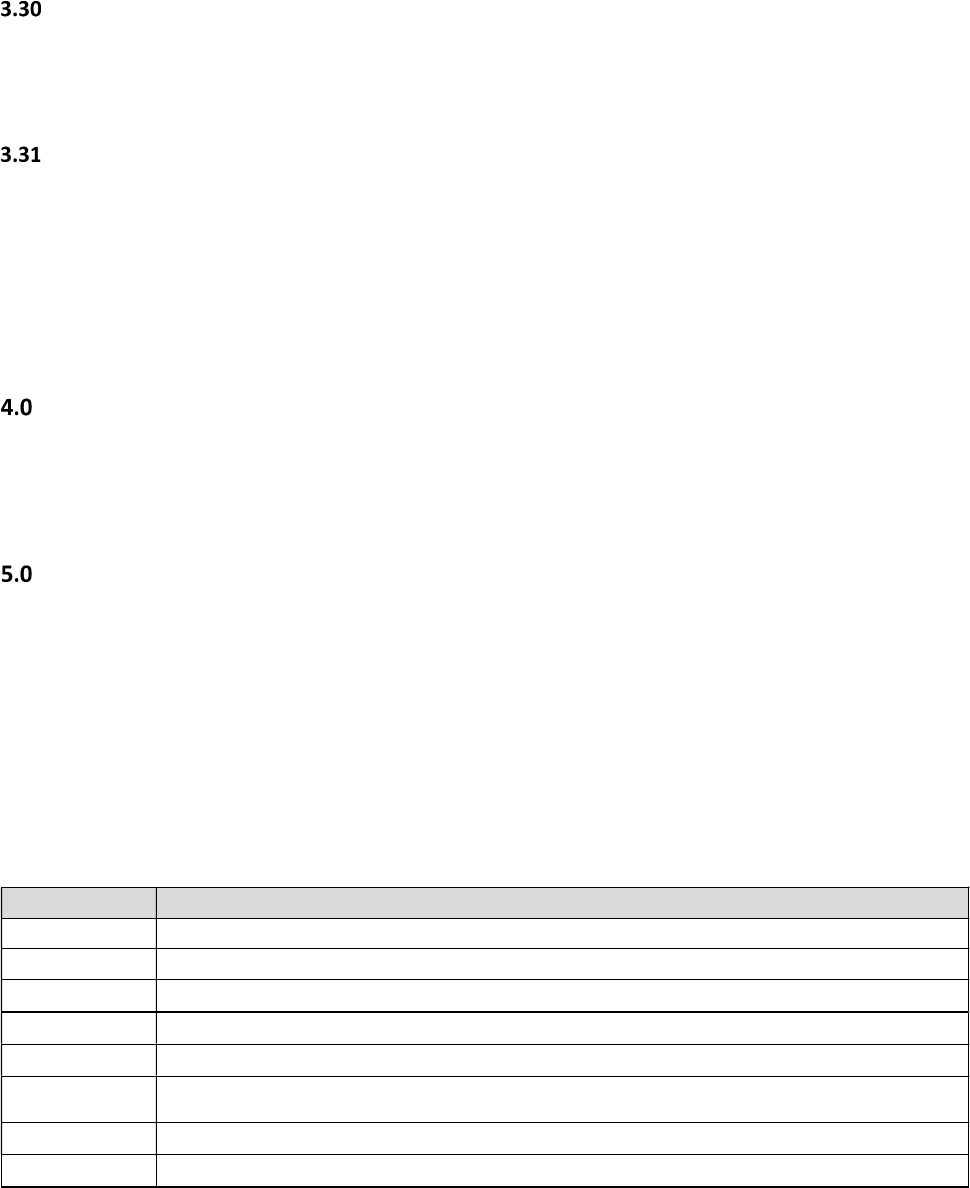
REQUIREMENTS APPLICABILITY
Supplier Type Identification
For reference, Supplier shall use the following figure to identify which of the Procure-2-011 requirement
sections apply to each Supplier Type. Supplier Types are identified per the descriptions below, delineated by
Deliverable Material and Service providers.
The same figure shall be applied to Seller’s supplier .
Note: The Purchase Order line item may identify additional requirements.
Deliverable Material Providers:
Supplier Types may change depending on the nature of each Purchase Order Line Item.
at least one Flight Safety
part (see
S
ection
3
.
25
).
Yes
Type 1
No
at least one finished part defined by a
Buyer provided
drawing.
For Sikorsky Includes Bolts and Bearings (see Section 3.10)
Yes
Type 1
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 4 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
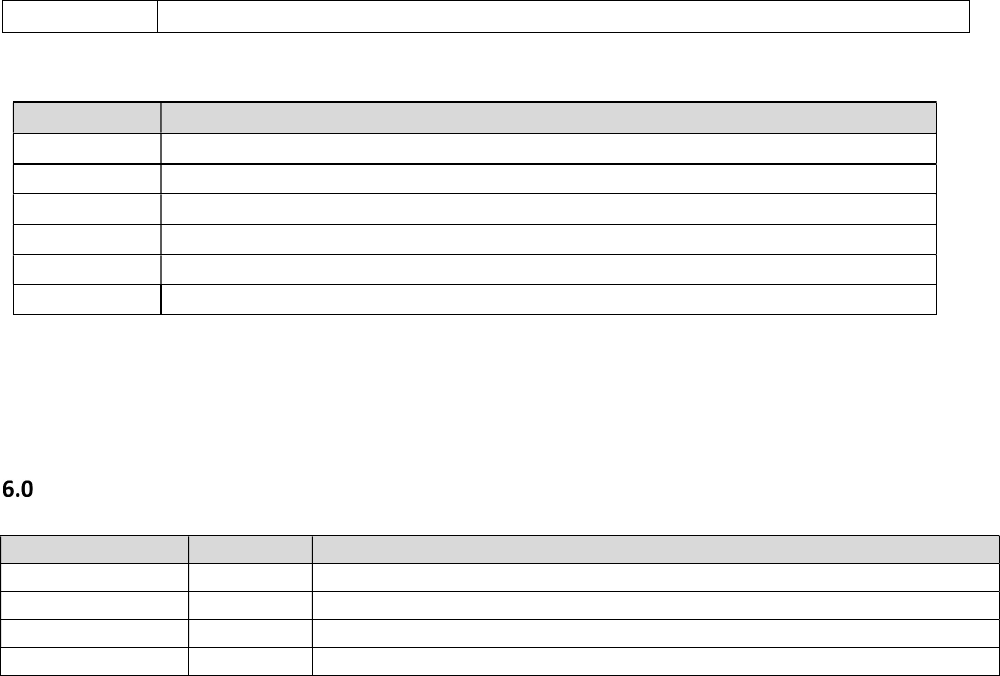
Service Providers:
Special processes only (
see Section
3
.2
)
Yes
Type 6
No
Calibration or Laboratory services
Yes
Type 7
No
Other services not listed above
Yes
Contact
Buyer
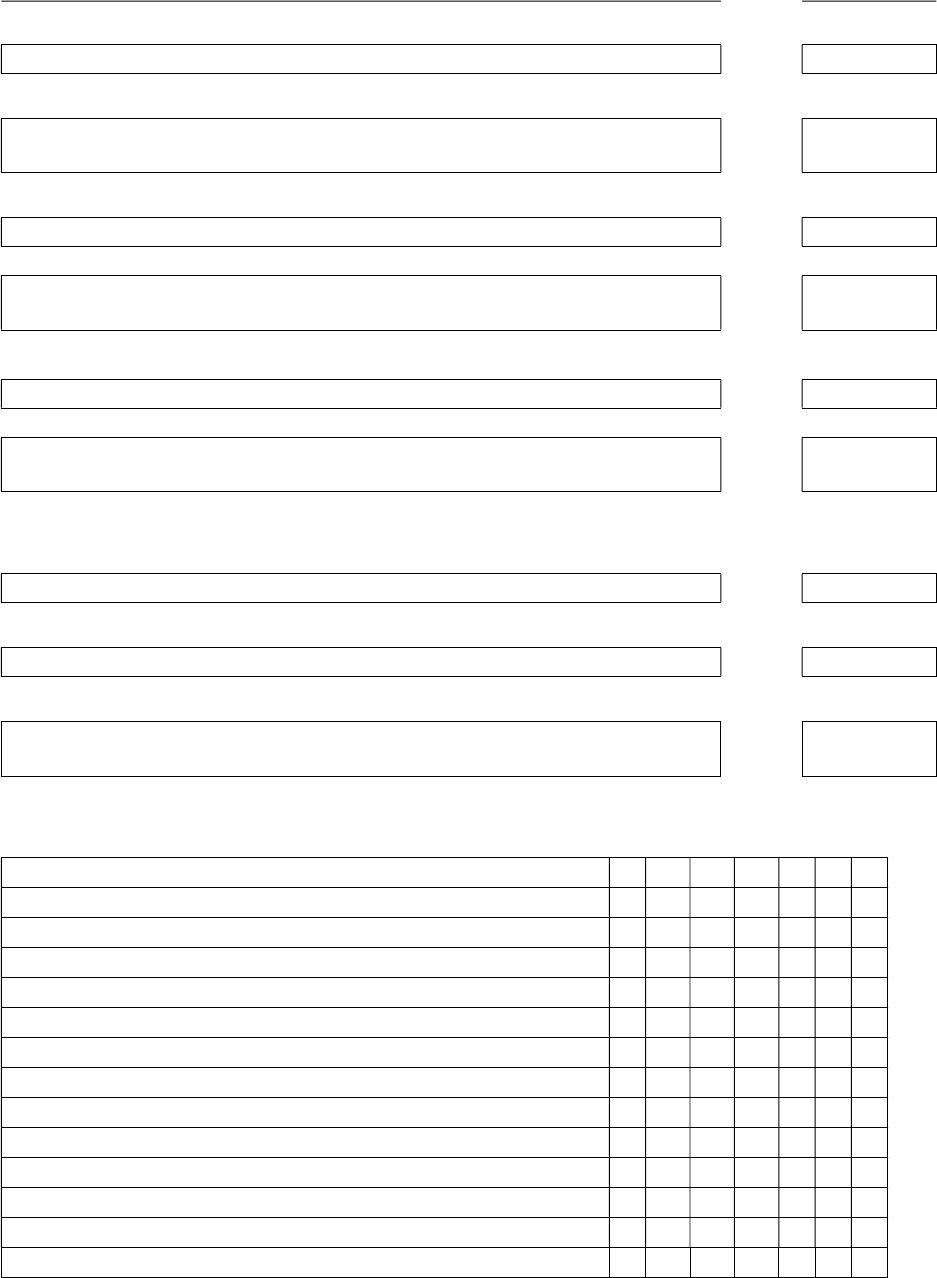
REQUIREMENTS APPLICABILITY MATRIX
Procurement Type
1 2 3 4 5 6 7
3.1 QUALITY MANAGEMENT SYSTEM (QMS) x x x x x x x
3.2 SPECIAL PROCESSES x x
x x
3.3 SUB-TIER SUPPLIERS x x x x
x
3.4 COUNTERFEIT AVOIDANCE x x x x x
3.5 PARTS SUBSTITUTION x x x x x
3.6 PROCESS CHANGES x x
3.7 FOREIGN OBJECT DAMAGE (FOD) PREVENTION x x x x x x x
3.8 MERCURY EXCLUSION x x x x
3.9 ADDITIVE MANUFACTURING x x x x
3.10 FIRST ARTICLE INSPECTION (FAI) x x
3.11 NONCONFORMING MATERIALS x x x x x x x
3.12 CORRECTIVE AND PREVENTIVE ACTION x x x x x
3.13 RIGHT OF ACCESS x x x x x x x
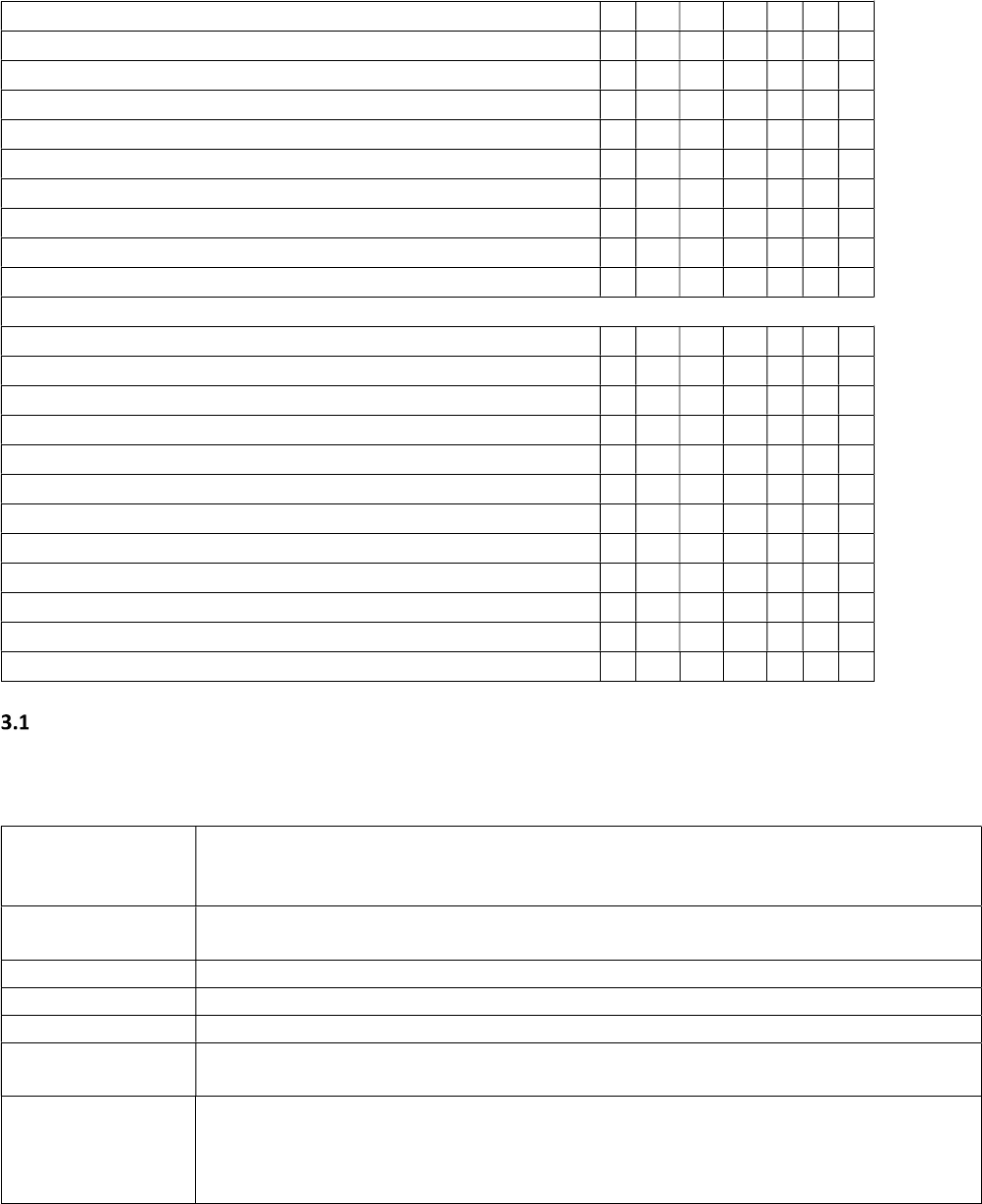
No
only parts defined by the
Seller
's drawings.
Yes
Type 2
No
only parts defined by an established industry or military specification (ex. AN,
AMS, MS, NAS etc.).
Yes
Type 3
No
raw material
.
Yes
Type 4
No
Commerical Off the Shelf (
COT
S
)
parts
not transformed, assembled, or
otherwise modified by the Seller. Authorized Distributor)
Yes
Type 4
No
M
aintenance
R
epair
O
perations (MRO) or rework
.
Yes
Type 5
No
o
ther
hardware
not listed above
.
Yes
Contact
Buyer
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 5 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Procurement Type
1 2 3 4 5 6 7
3.14 MATERIAL ACCEPTANCE x x x x x
3.15 ELECTRONIC DATA SUBMISSION x x x x x x x
3.16 MANUFACTURER IDENTIFICATION x x x x
3.17 PACKAGING x x x x x
3.18 AUTHORIZATION TO SHIP (ATS) BARCODING x x x x x
3.19 QUALITY RECORDS x x x x x x x
3.20 LANGUAGE x x x x x x x
3.21 CALIBRATION x x x x x x x
3.22 GENERAL REVISION CONTROL x x x x X
SIKORSKY PROCUREMENTS ONLY
3.23 DRAWING INTERPRETATION x x x
3.24 SUPPLIER TECHNICAL HELP x x x x x
3.25 FLIGHT SAFETY PARTS x
3.26 VISION EXAMS x x x x x x x
3.27 REDUCED DIMENSION AND MODEL BASED DEFINITION x
3.28 INSPECTION CHECKLIST x x
3.29 ACCEPTANCE & QUALIFICATION TESTING x x x
3.30 AUDIT x x x x x
3.31 CONTROL OF SUB-TIER SUPPLIERS x x x x
APPENDIX A: DQR x x x x
APPENDIX B: RDD & MBD x x x
APPENDIX C: FOD x x x x x x x
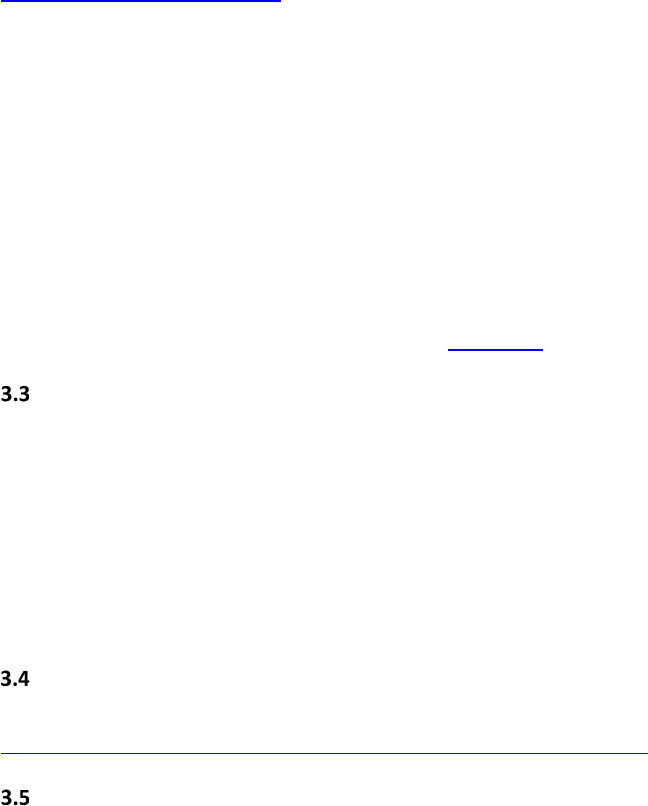
QUALITY MANAGEMENT SYSTEM (QMS)
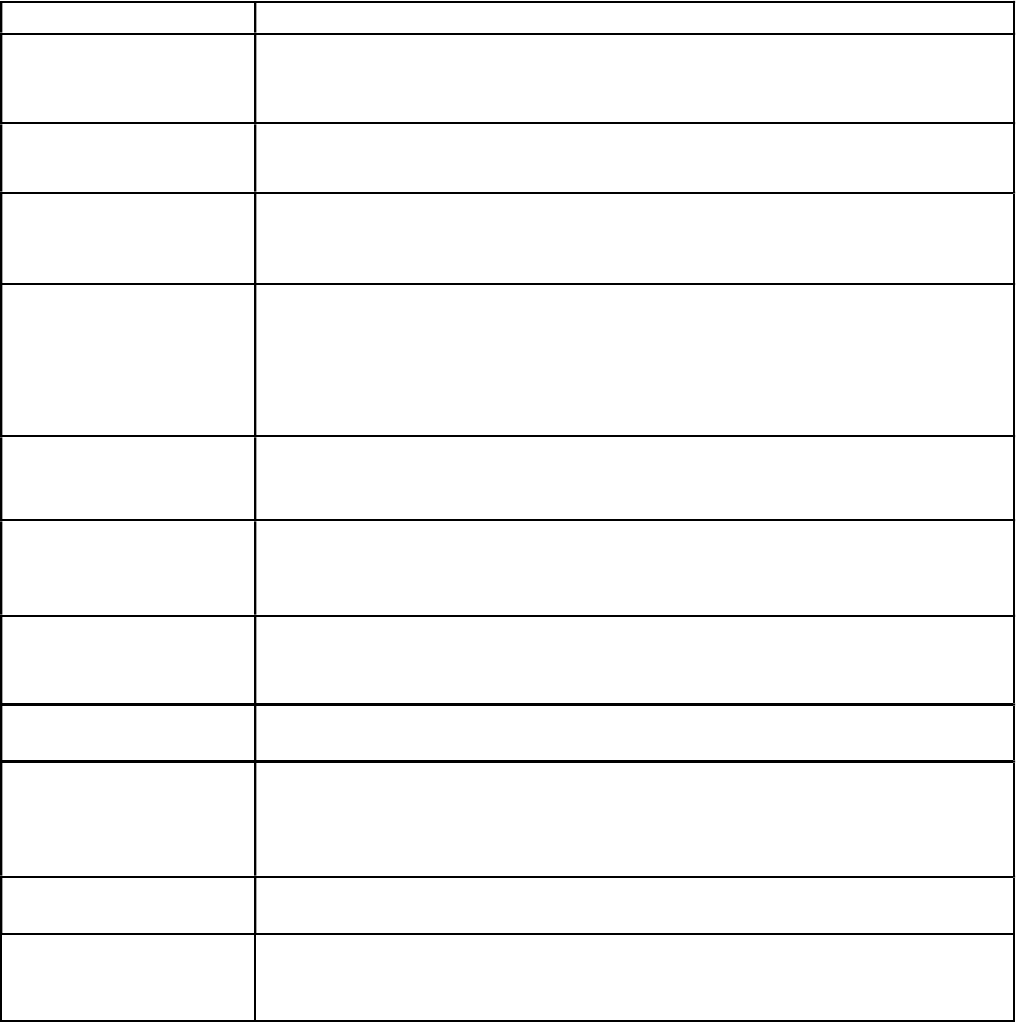
Seller shall have QMS certifications in accordance with the below table unless otherwise indicated on the face
of the purchase order or granted by exception in writing.
Minimum QMS &
Certification
Requirements
Provider type
SAE
AS9100
Manufacturers of: Flight Safety,
Buyer provided drawing
, or Seller designed parts
excluding COTS
ISO9001
Only when indicated on the Purchase Order Line Item
SAE AS9120
Distributors
SAE AS9110
Repair Stations
SAE AS9003 or
NADCAP AC7004
Special Processors
NADCAP or
International
Laboratory
Certification
Providers of Calibration or Laboratory services

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 6 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Seller AS/EN9100 third-party certification from an accredited registrar shall be listed in the “Online Aerospace
Supplier Information System” (OASIS).
Only certifications completed by the Buyer or an IAF (International Accreditation Forum) accredited company
will be accepted.
Seller shall permit Buyer access to data in OASIS and Nadcap databases including registration documentation,
certification, audit reports, findings, corrective actions, etc
SPECIAL PROCESSES
Special Process Definition - A documented method used to manufacture products where a product undergoes
a physical, chemical or metallurgical transformation or inspection, conformance to the specification cannot be
readily verified by normal inspection methods, and the quality of the product depends on use of specific
equipment operated in a specific manner, under controlled conditions, by trained personnel with instructions,
procedures and standards.
Processor (Seller and/or Sub-tier if used) shall have current required LM approval(s) in place at the time of
hardware processing. Seller shall verify such approval prior to performing processing or selecting sub-tier
processors. Refer to respective supplier portal for Special Process requirements and approved list of suppliers.
Seller is responsible for contacting the Buyer to request a LM survey 90 days prior to a LM survey expiration
date at the Seller’s facility or their Sub-tier’s facility.
Special Processors shall have a QMS that meets AS9003 as a minimum. NADCAP's AC7004 certification is
acceptable in lieu of AS9003.
Materials Testing Laboratories shall be certified by either NADCAP or the International Laboratory
Accreditation Cooperation (ILAC).
Cancelled Specifications: Cancellation notices may indicate a superseding, or suggested replacement
specification. Seller does not have authority to implement the superseding or suggested replacement. Seller
shall contact the Buyer for approval prior to working with the superseding or replacement specification.
Items shall be supplied in accordance with the latest revision of the specification(s), unless a revision is
required by the Buyer-provided drawing.
3.2.1 Sikorsky Special Processes:
Sub-tier suppliers performing special processes shall be approved by Sikorsky when the process is identified
with a “Q” code in SS7777 Sikorsky Aircraft Material and Process Specifications Index (“the M&P Index”).
NADCAP Accreditation is required for
- Bonding
- Chemical Processing
- Coating
- Heat Treating
- Material Testing
- Nondestructive Testing
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 7 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
- Welding
The Sikorsky Approved Source List (ASL) lists sources approved to perform these special processes, and may be
found at the “Documents” link on the Quality tab of the Supplier Portal, located at
https://suppliers.sikorsky.com/.
3.2.2 All Other RMS Purchase Orders:
The face of the Purchase Order will identify required special processes. These special processes shall be
performed by sources approved by LM.
For all processes except welding, CARC finish, and brazing, NADCAP certification is accepted in lieu of approval
via LM survey. Approved NADCAP certifications are listed in LM’s P2P system.
The approved special processor shall be identified during barcode creation.
Sellers may view the list of LM approved special processors through the Exostar Portal. NADCAP
certifications are stored on the NADCAP website eaudit.net.
SUB-TIER SUPPLIERS
Seller's Quality Management System shall include processes for:
Reviewing the Buyer's Purchase Order and flowing applicable requirements to Sub-tier suppliers
including the applicable revision or amendment level of referenced Buyer specifications and other
required documents.
Determining the capabilities of the Sub-tier prior to issuing a purchase order to the Sub-tier, and
periodically reevaluating the Sub-tier to ensure compliance to Buyer's requirements
Verifying material, process, and/or service from Sub-tiers meets the requirements of the Purchase
Order, and material is traceable to the Purchase Order.
COUNTERFEIT AVOIDANCE
Reference the Purchase Order Terms and Conditions for Counterfeit Avoidance requirements.
https://www.lockheedmartin.com/en-us/suppliers/documentation.html
PARTS SUBSTITUTION
All parts shall be an exact match to the part ordered including commercially available parts (i.e. COTS).
Parts procured to specifications such as MIL, MS, SAE, etc. may be substituted as allowed by the subject
specification.
If a QPL/QML exists for the product, the Seller shall procure from an approved source. If no QPL exists, the
Seller shall verify that the material meets the standard in full.
Parts identified within Buyer provided drawings shall be supplied exactly as ordered. Parts identified on Buyer
assembly drawings shall be those specified on the Buyer parts list or associated Buyer configuration databases
for approved parts and materials.

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 8 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Upgraded, alternate, or equivalent parts are prohibited unless approved by Purchase Order amendment prior
to shipment.
PROCESS CHANGES
3.6.1 CHANGE NOTIFICATION
Supplier shall notify the Buyer in writing before implementing changes that affect safety, quality, fit, form,
function, or reliability. Examples of changes: design, process steps, process sequence, sources of supply,
materials, special processors, or tooling.
Suppliers shall notify the Buyer in writing within 10 days after the following occur:
Change in Seller’s quality system status; special process accreditations or loss of third-party registrar’s
certification status
Change in Seller’s ownership, company name, or quality organization
Adverse action taken by a US Government entity (e.g. FAA, CAA, OSHA, DoD, EPA, NASA, etc.),
International Government Agencies
3.6.2 CHANGES REQUIRING BUYER APPROVAL
Buyer designed products with drawings that define Qualification requirements, Test requirements and/or
approved sources require Buyer approval prior to implementation of process changes.
Seller designed product, identified on Buyer drawings that define Qualification requirements, Test
requirements and/or approved sources require Buyer approval prior to implementation of process changes.
3.6.3 WORK TRANSFERS
Seller shall notify Buyer, in writing, at least 90 days in advance of any sale, relocation, or closure of Seller’s
facility or transfer of manufacturing operations (subject to any legal or regulatory restrictions).
Seller shall include the following, as a minimum, in the written notification
I. Purpose of the applicable change,
II. Address of the new location(s), when applicable,
III. Assessment of actual or potential impact to current POs,
IV. Risk mitigation plan to ensure compliance to existing requirements,
V. Plan defining the identification, storage, protection, retrieval and retention of records, if
applicable,
VI. Master schedule and timeline of applicable change activity, and Relocation Coordinator/Point of
Contact, if applicable
VII. Updated DUNS information, when applicable
3.6.4 Sikorsky Purchase Orders
Seller shall submit an SA1266 form to the Buyer when making changes related to Parts requiring qualification.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 9 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
FOREIGN OBJECT DAMAGE (FOD) PREVENTION
Seller shall maintain a FOD Prevention Program in accordance with Seller’s QMS which establishes a baseline
FOD prevention policy/procedure.
Whenever or wherever Foreign Object Debris (FOD) can be entrapped or Foreign Objects (FO) can migrate,
Seller shall ensure that applicable FOD prevention requirements are flowed down to Seller’s suppliers at
every tier.
3.7.1 Sikorsky Purchase Orders:
Sikorsky FOD Prevention reference Appendix C.
MERCURY EXCLUSION
Material supplied shall contain no functional mercury and shall not be contaminated by mercury or mercury
compounds. Seller shall obtain approval from the Buyer before shipment if: (a) functional mercury is present;
(b) mercury contamination is suspected, or (c) mercury is knowingly introduced in the manufacturing process.
RoHS compliant parts are considered compliant to this requirement.
ADDITIVE MANUFACTURING
Seller is responsible to notify the Buyer when additive manufacturing as defined in ISO/ASTM 52900 will be
used to manufacture the product or any part of the product being supplied. Notification is not required when
the LM design drawing specifies additive manufacturing as the production method. This requirement does not
apply to COTS material (COTS - as defined in FAR 2.101).
FIRST ARTICLE INSPECTION (FAI)
Seller shall perform a First Article Inspection and submit a First Article Inspection Report (FAIR) as defined in
the RMS Supplier FAI Requirements Document located in the Quality Assurance Section of the RMS Business
Area Procurement Website.
https://www.lockheedmartin.com/en-us/suppliers/business-area-procurement/rms.html
The Seller shall perform a first article inspection (Full or Partial) when required by the Purchase Order, or if any
of the following conditions occur:
a.) First time product is manufactured for production and/or supplied to Lockheed Martin
b.) A change in the design affecting fit, form, function and/or interchangeability of the part
c.) A change in manufacturing source(s), process(es), inspection method(s), acceptance criteria,
location of manufacture, tooling or materials
d.) A change in numerical control program or translation to another media that is utilized to produce
end item parts
e.) A natural or man-made event, which may adversely affect the manufacturing process
f.) A lapse in production for two years, or as specified by the customer
g.) For MOTS (Modified Off-the-Shelf) or AID (Altered Item Drawing) items, FAI of the modified portion
at a minimum is required.
Except for bolts and bearings delivered to Sikorsky, the Supplier is not required to submit a First Article
Inspection Report if delivering:
- Rework or repair Purchase Orders not associated with a revision change
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 10 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
- Parts or materials conforming to industry or national authority specifications, where all characteristics
are identified by text description (for example, MIL-Spec parts governed by an active QPL).
- COTS parts or raw materials
Seller shall verify that operations performed at Sub-tier(s) meet requirements and shall document them as part
of the FAIR.
Seller may utilize the most current version of AS9102 forms 1-3 for their First Article Inspection Report. Seller's
own forms are permissible, provided they are equivalent to AS9102 forms. Preferred forms can be downloaded
in Excel format from the Quality Assurance Section of the RMS Business Area Procurement Website
(https://www.lockheedmartin.com/en-us/suppliers/business-area-procurement/rms.html)
Seller shall retain the First Article Inspection Report and supporting documentation in accordance with the
terms and conditions of the purchase order. Supporting documentation includes certificates of conformance
for raw materials and special processes (as defined in the AS9100 specification and identified on the
engineering drawing), drawings, and test/inspection reports.
Seller shall upload the First Article Inspection Report during the "Ship-to LMC" process per section 3.14, unless
otherwise directed by PO.
For further instructions on Inspection Lot Attachments and Requesting FAIs please refer to Pages 69 and 80
respectively within the below link:
https://www.myexostar.com/wp-content/uploads/2022/06/LMP2P-Quality-Ship-To.pdf
3.10.1 Sikorsky Purchase Orders:
For Sikorsky procurements of bolts and bearings an FAI is required including COTS
FAI documentation to be uploaded to SSQS portal. https://suppliers.sikorsky.com/
3.10.2 All Other RMS Purchase Orders:
Refer to the following link for P2P Exostar How-To videos for guidance:
https://www.myexostar.com/?ht_kb=lmp2p-training-resources#videos
NONCONFORMING MATERIALS
3.11.1 Cost Recovery
Notwithstanding and in addition to any other provisions, and without limiting any of Buyer's rights and
remedies, Seller shall be liable for Buyer's actual costs, expenses and damages related to or arising from
nonconforming goods.
If Buyer identifies a product nonconformity, the parties acknowledge that the administrative costs and
expenses of processing the nonconformity are not subject to exact calculation and that a charge of $1000 may
be assessed by Buyer as damages solely for processing each nonconformity. The damages shall be in addition
to, and shall neither be a waiver of, nor otherwise limit, Buyer's ability to pursue claims for other actual
damages against seller resulting from its failure to perform its duties herein.

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 11 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
3.11.2 Disposition of Nonconforming Products
Seller shall receive Buyer authorization in writing prior to delivering products with nonconformances to PO
requirements or Seller's specifications, and shall not proceed to complete work without written authorization
from the Buyer.
Seller is not permitted to disposition nonconforming products as "repair" or "use as is" unless authorized
directly by LM.
Seller shall notify the Buyer when internal or independent process audit findings impact Buyer deliverables.
Definitions for Rework, Repair, Use-As-Is, Deviation, and Waiver are as follows:
a. Rework- Work performed in reprocessing material to make it conform to the contract requirements. A
rework item complies with drawing or other specified requirements following the application of the
rework process.
b. Repair- A process designed to make material acceptable for its intended function, but not in
conformance with documentation or other specified requirements. Repair is distinguished from rework
in that the item to be repaired shall not comply with applicable drawings after the repair, but shall be
acceptable for the intended use.
c. Use-As-Is (UAI)- A disposition of material indicating that the material is satisfactory for use without any
additional rework or repair.
d. Deviation- A written authorization from the Buyer, granted prior to the manufacture of an item, to
depart from a specification or drawing for a specific unit(s) or a specific period.
e. Waiver- A written authorization from the Buyer to accept an item, which during production or
inspection, is found to depart from specified requirements.
3.11.2.1 Sikorsky Purchase Orders
Nonconforming Material Delivered to Sikorsky - Escapes Management
The Supplier shall notify Buyer of delivered nonconformances via the Supplier Portal Notification of Potential
Escape (NOPE) form.
Inform Sikorsky within 24 hours of suspect nonconforming product shipped regardless of destination. Failure to
inform Sikorksy within 24 hours may result in SCAR issuance.
Sikorsky DR Reversal
Suppliers may submit a DR Reversal Request no later than 90 days after return receipt of the defective part(s).
Reversal requests must include objective evidence of investigation and results. Suppliers who do not receive
the return of defective material may submit DR Reversal Requests up to 90 days from receipt of defect
notification.
CORRECTIVE AND PREVENTIVE ACTION
Seller shall provide a formal response to a Supplier Corrective Action Request (SCAR) within the timeframe
indicated in P2P.
Documentation of root cause, containment, corrective action, preventive action and effectivity to be submitted
in P2P for Buyer approval.

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 12 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Failure to provide a formal SCAR response within the established time frame shall adversely affect your
supplier quality rating and may impact future procurements.
3.12.1 Sikorsky Purchase Orders:
When formal Root Cause and Corrective Action are requested by Sikorsky, the supplier will respond,
within the following periods:
Three (3) days of issue date for DRs marked MRB in the Preliminary Review Disposition Block
Thirty (30) days of issue date for DRs marked D/S (Direct Scrap), S/R (Standard Repair), RTV (Return
to Vendor), or RWK (Rework) in the Preliminary Review Disposition Block
Thirty (30) days of issue date for any SCAR unless otherwise specified by Sikorsky
3.12.2 All Other RMS Purchase Orders: Supplier Corrective Action Notification (SCAN)
A SCAN will be automatically issued when a Quality Notification closes in LMP2P as supplier responsible.
A SCAN is a notification only and does not require a response from the supplier.
RIGHT OF ACCESS
Seller shall provide or obtain for Buyer, Buyer’s customers and\or regulatory agency personnel, access to any
and all facilities where work is being performed or is scheduled to be performed, including those facilities of
Seller's Sub-tier suppliers, in order to perform item inspections, surveys or system/process surveillance as part
of verification of conformance to the requirements of this contract.
Seller shall flow this quality requirement for facility access to its Seller’s suppliers at every tier and\or agents
with instructions that it is to be flowed down to Seller’s suppliers at every tier.
MATERIAL ACCEPTANCE
The point of acceptance is indicated on the Purchase Order.
3.14.1 Acceptance At Source (Buyer Source Inspection)
When the PO requires Buyer Accept at Source, Buyer acceptance can involve periodic surveillance by Buyer of
Seller’s quality system, manufacturing processes, or physical item, including work at Seller’s sub-tiers.
Buyer acceptance, prior to shipment, shall be performed at the Seller’s facility address referenced on Buyer’s
PO. If Seller’s Item manufacture, acceptance or shipment will occur at location other than the contracted PO
address, Seller shall notify Buyer’s Supplier Quality at least 30 days prior to manufacturing activities and
provide the name and location where Item manufacture, acceptance or shipment will occur.
Seller shall not ship product until Buyer authorization is granted.
Authorization to ship without Lockheed Martin source inspection does not waive Government Source
Inspection (GSI) requirements when identified on the PO.
Instructions for requesting inspection:
3.14.1.1 Sikorsky Purchase Orders:
Purchase Orders issued by Sikorsky visible in the Sikorsky Supplier Portal:
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 13 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
For assistance with requesting source inspection, access the Verify supplier portal via the link in the Sikorsky
supplier portal. https://suppliers.sikorsky.com/
3.14.1.2 All Other RMS Purchase Orders:
Lockheed Martin Source Inspection is required when indicated on the face of the Purchase Order. Select the
PO line in the "Ship to LMC" tab of the LM P2P portal and click inspection scheduling. Enter the quantity to be
inspected and the date desired for the visit of the source representative. Seller shall notify Buyer 5 days in
advance when materials are ready for acceptance inspection. Upon submission, Seller will receive an
inspection lot number. In some cases, an authorization to ship without source inspection will be granted due to
dock to stock programs (AIM or QVP).
For assistance with requesting source inspection, contact Supplier Quality Services at supplier-qa-services.fc-
Link to Exostar: https://www.myexostar.com/
3.14.2 Delegated Acceptance at Source (Delegated Quality Representative)
When Buyer delegates acceptance to a Seller representative, the delegate shall complete product acceptance
actions in the applicable Seller procurement system, LM P2P or SSQS.
The Delegated Quality Representative (DQR), authorizes a supplier representative to act as an agent of
RMS. DQRs perform product inspection & acceptance and release product directly to RMS or to the
supplier’s next level assembly.
3.14.2.1 Sikorsky Purchase Orders:
RMS suppliers are eligible to participate in this program when they meet the requirements outlined in,
Appendix A, Designated Quality Representative (DQR).
Note: Final acceptance of a Flight Safety Part can not be completed by a DQR.
3.14.2.2 All Other RMS Purchase Orders:
DQR will be set up by LM with the supplier on selective basis.
3.14.3 Government Acceptance at Source (Government Source Inspection)
Government Source Inspection (GSI) is required when indicated on the face of the Purchase Order or
when indicated in the Sikorsky supplier portal GSI report. Refer to the instructions on the face of the
Purchase Order for P2P procurement or in SSQS for Sikorsky purchase orders.
3.14.4 Acceptance at Destination
When the PO requires inspection at Buyer's facility, the supplier will upload supporting documentation prior to
shipment.
3.14.4.1 Sikorsky procurements, upload on the Sikorsky supplier portal.
Link to SSQS: Sikorsky Supplier Portal https://suppliers.sikorsky.com/
3.14.4.2 All Other RMS Purchase Orders:
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 14 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Link to Exostar: https://www.myexostar.com/
ELECTRONIC DATA SUBMISSION
3.15.1 Sikorsky Purchase Orders:
For Sikorsky procurements, required data collections are detailed in the SQS inspection order. These data
requirements shall be uploaded on the Sikorsky supplier portal.
Link to SSQS: Sikorsky Supplier Portal https://suppliers.sikorsky.com/
3.15.2 All Other RMS Purchase Orders
The Seller shall submit all data electronically using the P2P ship to module via Exostar
(https://portal.exostar.com) prior to shipment when documentation requirements are specified in the PO. The
Seller shall create a Inbound Delivery barcode (IBD) shipping document and include the manufacturer’s cage
code, any applicable traceability data (Heat Lot, Date Code, Lot Number, etc.) and upload any applicable
documentation.
The Seller is responsible for assuring objective evidence is retained for all information provided electronically.
Material received at the Buyer without electronic data/documentation may be subject to rejection and return
at the Seller's expense.
Additional requirements may exist on the PO to provide data prior to shipment or with shipment for
acceptance. Seller is responsible to review and comply with all requirements for shipment of data.
LM Procure To Pay (P2P) ship to module training is available at:
https://myexostar.com/wp-content/uploads/2022/06/LMP2P-Quality-Ship-To.pdf
If you require further assistance regarding electronic data submittals contact LM P2P helpdesk at 863-647-
0558. Questions specific to PO information should be directed to the Buyer.
Refer to the following link for P2P Exostar How-To videos for guidance
https://myexostar.com/?ht_kb=lmp2p-training-resources#videos
MANUFACTURER IDENTIFICATION
3.16.1 Sikorsky Purchase Orders:
Sikorsky Designated Product
Products identified with Sikorsky markings (part number, acceptance symbols, etc.) may only be shipped to
Sikorsky or a Sikorsky approved destination.
3.16.2 All Other RMS Purchase Orders
Seller shall record the CAGE code of the original product manufacturer on the packing list and/or on the
smallest unit container and/or the outer shipping container. The CAGE code of the headquarters or main plant
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 15 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
for the original equipment manufacturer/original component manufacturer is acceptable for commercial
product.
If the cage code is not available, the name and address of the manufacturer shall be provided.
The Commercial And Government Entity (CAGE) code of manufacturers are assigned and maintained by the
defense logistics agency and can be found at: https://cage.dla.mil
PACKAGING
3.17.1 Sikorsky Purchase Orders:
Sikorsky packaging requirements covered in FOD Prevention reference Appendix C.
3.17.2 All Other RMS Purchase Orders:
Seller shall comply with packaging requirements identified in LM drawings, Statement of Work, or on the
Purchase Order. Unless otherwise specified, Seller shall determine the packaging methods and materials used
to ensure products are protected against corrosion, contamination, deterioration, ESD damage, and physical
damage during transit to the delivery address specified in the PO. Products shall be individually wrapped,
bagged, or otherwise protected to prevent twisted and entangled leads and part-to-part contact within the
shipping container.
AUTHORIZATION TO SHIP (ATS) BARCODING
3.18.1 Sikorsky Purchase Orders:
Seller is required to print ATS label and attach to the outer package with all shipments. ATS labels generated
via the Sikorsky supply portal
Link to SSQS: Sikorsky Supplier Portal https://suppliers.sikorsky.com/
3.18.2 All Other RMS Purchase Orders:
Seller is required to print and supply at least (2) barcode labels with the shipment. Attach one label to the
outside of each shipping container and attach the other to the packaging slip.
The Barcode and In-Bound Delivery Document are created as the same time and are critical to Buyer
processing the receipt.
Instructions for creating a Barcode label via the P2P "Ship-To LMC" tab:
1. Highlight the PO, click on the "Ship To" tab at the bottom of the screen
2. If inspection lots are required, a screen will appear to select the lot. Highlight the inspection lot for
shipment and click 'Submit'
3. At the next screen fill in the required information (identified with *).
4. When a special process text key is listed on the PO, identify the approved special processor by entering
the vendor’s LM ID number where required.
5. After all the required information is populated click on "Create Delivery/Barcode" button. The Inbound
delivery number (e.g., # 180123123"), will display and will print out on the barcode label

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 16 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
6. A PDF document will pop up – save or print as needed
If multiple shipments for a PO Line Item are made on the same day, use the cartons feature on the ship-to
module to create a single IBD barcode number for all the boxes, unless directed otherwise on the PO. The
cartons feature shows the total number of boxes being shipped on the IBD and creates the same number of
printable barcodes.
A support guide on how to implement this process is available via the Exostar website at:
http://css.lmco.com/lmp2p/QRG/Supplier/Ship_to_LMC.pdf
QUALITY RECORDS
Quality and inspection records shall be established and maintained by the Seller to provide evidence of
conformity to requirements and the effective operation of the QMS.
As a minimum, Quality and inspection records (such as first article inspection, test reports, certification of
conformance, and material certifications, including chemical/or physical reports) shall be established and
maintained per duration dictated in the corp doc flown on the PO. This requirement shall be flowed to Sub-tier
suppliers.
Reference the Purchase Order Terms and Conditions for Quality Record requirements.
https://www.lockheedmartin.com/en-us/suppliers/documentation.html
Records may be archived to an offsite location but shall remain legible and readily retrievable. Buyer reserves
the right to periodically audit the Seller's historical records, retention policies and practices.
3.19.1 Sikorsky Purchase Orders:
Records Retention
For each Key Characteristics (KC) identified, the following records shall be retained and provided upon request:
Capability results and associated performance data
Gage Repeatability and Reproducibility (GR&R) results. Results exceeding 30% of the tolerance
shall require a customer approved recovery plan
Control Plan in accordance with AS9103
Process map
Quality Records shall be maintained by the Seller in a controlled condition. This requirement shall be flowed to
sub-tier suppliers. Examples of Quality Records include, but are not limited to:
Certificate of Compliance Form
Material Certifications including chemical, physical, and raw material properties
Special Process Certifications
Certificates of Conformance/Authenticity/Traceability documentation that establish the pedigree of
materials as authentic
Deliverable and non-deliverable software verification & validation documentation
First article inspection reports
Receiving, In-process, and final inspection & test records
Training and certification records
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 17 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Manufacturing records (e.g. planning sheets, routers, acceptance criteria, etc.)
Nonconforming material disposition
Procurement documents
Radiographs, technique sheets, and related acceptance reports
Functional performance / test data minimum requirements:
Test specification number, revision status, amendment number and addendum
Part number / serial number and revision letter of material / component tested
Test paragraph, required reading, actual reading (use positive statement, e.g. “No Leakage” if
actual reading is not quantifiable)
Date test was performed
Operator identification
Inspection approval electronic signature/stamp/signature
Blank entries that are not applicable shall be noted “N/A”
The Supplier shall maintain the following quality records for the minimum retention periods specified
below:
Time Period from
manufacture
Description
40 years
-
Flight safety, critical/major rotors, blades, transmission, flight control and
airframe components (i.e. hubs, spindles, main rotor shafts) identified as Flight
Safety Parts.
-Radiographs for Flight Safety Parts in accordance with SS9211
10 years
-
All other parts except off
–
the
–
shelf industry standard parts.
-Radiographs for all non-flight safety parts requiring radiographs
5 years
Off
-
the
-
shelf / industry standard parts (e.g. AN, AS, MS, JAN, etc.)
LANGUAGE
Seller documents and records submitted to Buyer shall be in English unless otherwise specified on PO.
The seller shall have the capability to communicate verbally and in writing in the English language. All
documents requiring submission or approval to the customer (reports, correspondence, drawings, notices,
marking, and other communications) shall be in the English language.
i. Minimum documents that shall be in English include, but are not limited to:
I. QMS Manual
II. First level QMS procedures
III. Process documentation (including FAI documentation)
Seller shall communicate the language requirements (English) to external providers for their interactions with
the organization.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 18 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
CALIBRATION
Seller shall maintain a system for calibration and maintenance of tools, jigs, inspection, and test equipment
that is compliant in accordance with the Seller’s QMS unless otherwise specific on the PO and Sikorsky tooling
bulletin.
GENERAL REVISION CONTROL
When providing products per Buyer’s drawings, Seller shall submit documentation (i.e.: Packing List,
Certificate of Conformance, etc.), electronically (per section 3.15 above) with each shipment, indicating the
Buyer’s drawing number and the revision level as referenced on the PO, to which the part is manufactured.
For referenced military, industrial, and commercial standard part numbers, Seller shall use the latest revision at
time of the PO placement unless otherwise stated in the PO.
Cancelled Specifications: Cancellation notices may indicate a superseding, or suggested replacement
document. Seller does not have authority to implement the superseding or suggested replacement. Seller shall
contact the Buyer for approval prior to working with the superseding or replacement document.
The following sections (3.23 – 3.31) and Appendices apply only to Sikorsky procurements.
DRAWING INTERPRETATION
Sikorsky Purchase Orders:
Suppliers shall use the following documents when interpreting the requirements of drawings:
ANSI Y14.5 Dimensioning and Tolerancing
QATI 3091 Inspect Sequence for External and Internal Screw Threads
QATI 3206 Linear Expansion of Metals
SS 9209 Drawing Interpretation Manual
SUPPLIER TECHNICAL HELP
Sikorsky Purchase Orders:
Suppliers may communicate changes and technical questions to Sikorsky via the “Sikorsky Supplier Technical Help”
online form available at https://supplierportaltechnicalhelprequest.sikorsky.com or on the Sikorsky
Supplier Portal Quality tab under “Engineering Tech Help.”
Use the Tech Help form for:
An anomaly noted in a drawing, specification, process plan, tooling definition, or other technical
documentation that could result in a nonconformance
Lack of clarity or definition in a drawing, specification, process plan or tooling definition
A request for an alternate method to a quality system requirement that requires Sikorsky approval
A request to use a previous, obsolete revision of a drawing, specification, or process plan, due to issues
preventing timely incorporation of the current revision
Note: Do NOT use the Tech Help form for processing nonconformances or in place of a drawing change.

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 19 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Sikorsky will review Tech Helps and notify the supplier of required actions. Supplier CANNOT SHIP parts until
Sikorsky provides a formal answer, except when the Tech Help request is a producibility improvement, an item
covered under SS9208 Product Definition Design Criteria, a correction to a reference view, or a typographical error
when the correct definition is elsewhere on the drawing.
FLIGHT SAFETY PARTS
Sikorsky Purchase Orders:
Supplier shall comply with the requirements of SS9211 for Flight Safety Parts unless otherwise specified by
Sikorsky specific part definition.
3.25.1 FLIGHT SAFETY PARTS DOCUMENTATION
The Supplier shall submit all records and documentation related to Critical Characteristics or Processes
identified in the Purchase Order. This includes documentation including but not limited to manufacturing
processes, test plans, test results, storage & handling plans, training records, routing guides, parts
traceability procedures, planning and processing documentation, and quality assurance and inspection
processes and procedures. Upon RMS approval of Flight Safety Parts Documentation, including those
operations identified as Critical Characteristics or Processes, they shall be “frozen”.
3.25.2 FLIGHT SAFETY PARTS PROCESS CHANGES
Buyer authorization is required prior to incorporation of changes to Flight Safety Parts Documentation, Critical
Characteristics or Processes, other aspects of the processes or characteristics, or use of alternate materials.
The Supplier shall only make changes to Flight Safety Parts Documentation and/or Critical Characteristics
or Processes as required to maintain Buyer approval.
3.25.3 FLIGHT SAFETY VERIFICATION AND CERTIFICATION
The supplier shall develop and maintain a process for verification and certification of compliance with all the
requirements of the Flight Safety Parts Documentation, including a system to certify and verify that each Critical
Characteristic or Process is complied with, and that the parts are manufactured/processed in compliance with
the Flight Safety Parts Documentation.
3.25.4 FLIGHT SAFETY ALERT ACTION
In the event that RMS identifies a product safety concern relating to or arising from a Flight Safety Part, and in
advance of commencing negotiations for requests for equitable adjustment or cost recovery, the Supplier shall
immediately comply with RMS direction to provide technical support, process design changes, and supply
materials necessary to mitigate or alleviate the product safety concern.
3.25.5 FLIGHT SAFETY SUB-TIER CONTROL
Suppliers who procure Flight Safety Parts from Sub-tiers supplier for integration into RMS products shall:
Procure Flight Safety parts from sources approved by RMS for the manufacture of Flight Safety Parts
Ensure inspection of Flight Safety Parts is performed by RMS-approved inspectors
Flow-down the requirements of SS9211 in Purchase Orders to Sub-tier suppliers.
3.25.6 FLIGHT SAFETY PARTS NONCONFORMANCES
Per SS9211, critical characteristics cannot be dispositioned as “repair” or “use-as-is”. The Supplier shall not seek
approval for the use of material with Critical Characteristic or Critical Process nonconformances.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 20 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
VISION EXAMS
Sikorsky Purchase Orders:
Supplier shall ensure all individuals performing visual inspection and/or other product acceptance activities
that require visual acuity be examined by a medically qualified person for visual acuity and color vision per
the table below.
- Intervals shall not exceed one (1) year
- Individuals shall be tested in at least one (1) eye, either corrected or uncorrected
- Color Perception testing is required one (1) time only. Individuals shall be capable of adequately
distinguishing and differentiating colors used in the method for which certification is required, the
process being performed or inspection activity
Individual performing ...
Shall be compliant with ...
Visual inspection
(i.e. calibration, non-weld, in-process, layout,
dimensional)
Near vision requirements of
Snellen 14/18, (20/30), or
Jaeger 2
Visual Inspections on Welds American Welding Society Standard (AWS) D17.1
Nondestructive Testing (NDT) Aerospace Industries Association National Aerospace
Standard (AIA/NAS) 410
Note: Vision tests may be substituted for the options listed above providing the equivalence is verified
and documented by a licensed optometrist or ophthalmologist.
REDUCED DIMENSION INSPECTION AND MODEL BASED DEFINITION
Sikorsky Purchase Orders:
Suppliers inspecting parts to Sikorsky 3D model-based engineering definition must comply to all
requirements outlined in Appendix B.
INSPECTION CHECKLIST
Sikorsky Purchase Orders:
The supplier will prepare inspection checklists that list all dimensions/characteristics shown on the drawing
and indicate by an acceptance stamp or signature that the dimensions/characteristics are acceptable. The
tool/measuring instrument used to check each dimension/characteristic will be listed next to each
characteristic. Inspection Certification for hardness characteristics must be provided for final part
configuration as well as raw materials. Inspection documentation must contain foreign object damage (FOD)
check.
ACCEPTANCE & QUALIFICATION TESTING
Sikorsky Purchase Orders:
Seller must receive Buyer approval for Acceptance Test Plans (ATPs) and Qualification Test Plan/Procedures
(QTPs) when ATP/QTP is required by Buyer-provided drawings/specifications. ATP/QTP documents must be
compliant with the Data Item Development Specification (DIDS) and/or drawing requirements. Deviation from
the approved Qualification Test Plan/Procedure requires written authorization from the Buyer.
The supplier shall allow Buyer access to witness/audit any qualification test activities.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 21 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
When third-party laboratories perform qualification, the laboratory shall have appropriate certification for
the type of test, calibration, and quality standards (such as NADCAP and ISO/IEC 17025).
AUDIT
Sikorsky Purchase Orders:
The supplier shall conduct annual internal audits for compliance to applicable sections to Procure-2-011 and
provide documentation to Sikorsky upon request.
CONTROL OF SUB-TIER SUPPLIERS
Sikorsky Purchase Orders:
Where Sikorsky owns the design of an article purchased from a supplier: The supplier shall include the
following statement on sub-tier purchase orders: “This article is for Sikorsky end use and shall be controlled
per applicable PO requirements.”
Source Inspection: The Supplier shall clearly define procedures and instructions for source inspection activities
performed by their representative and/or their designated representative.
SUPPLEMENTAL INFORMATION
Exostar Portal is used to access Buyer systems. You can reach the Exostar Customer Support team by visiting
https://www.myexostar.com/ or by calling 703-793-7800. In Exostar, the Seller manages their profile including
user roles and point of contact information.
RELATED RESOURCES
REFERENCED DOCUMENTS
The supplier can request copies of RMS specifications from the Buyer. The Supplier shall ensure compliance with
the version of product definition specifications referenced in PO requirements.
It is the responsibility of the Seller to obtain copies of non-RMS documents referenced herein.
RMS DOCUMENTS:
Document Title
QATI 3091
Inspect Sequence for External and Internal Screw Threads
QATI 3206
Linear Expansion of Metals
SS3995
Shipping and Protective Closures
SS7777
Sikorsky Aircraft Material and Process Specification Index
SS8813
Nondestructive Inspection
SS9070 Serial Numbering and Trademark Identification of Details, Assemblies, and Equipment
SS9208
Product Definition Design Criteria
SS9209
Drawing
Interpretation Manual
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 22 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
RMS FORMS REFERENCED IN THIS DOCUMENT:
Form
Title
SA1919
Notification of Potential Escape (NOPE)
SA6099
Supplier ICL Review Submittal
Checklist
SA6264 Reduced Dimension Definition/Model-Based Definition Questionnaire
SA6411 Designated Quality Representative (DQR) Candidate Form
SA8259
Source Inspection (Red Decal)
SA1266
Qualification/Source Approval Request Form
REVISION HISTORY
Date
Page
Summary of Changes
1
2/3
/2020
ALL
Initial Release
3/23/
2022
ALL
2022 Release
includes clarification throughout document
10/
12
/2022
ALL
Updated hyperlinks
5
/
1
/
2023
ALL
Major revision combining with SSQR
-
01
SS9211
Flight Safety Parts Source Approval, Quality and Test Requirements

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 23 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Appendix A - SIKORSKY Designated Quality Representative (DQR) Operating Procedure
Policy It Is the Policy of Sikorsky Aircraft to utilize the Authorization to Release
Process (ATR) for Sikorsky suppliers to inspect, accept and deliver product
on behalf of Sikorsky Aircraft
Documents Sikorsky Aircraft Approved Source List for Special Processes and Laboratories
SS 7777, Material and Process Specifications Index
SAE AS9102 Aerospace First Article Inspection Requirement
Forms SA8259, Source Inspection (Red Decal)
SA6411, Delegated Quality Representative (DQR) Candidate Form
SA1919, Notification of Potential Escape
SA6412, Letter of Agreement - Authorized to Release Program
SA5193, Receiving/Source Inspection Critical Characteristics Checklist
SA0342, Nonconforming Material Rejection Report (NMRR)
Figures Figure A1: DQR Responsibility Matrix
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 24 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Definitions
Term
Definition
Authorization to Release
(ATR)
A program that authorizes a supplier’s representative
(Delegated Quality Representative – DQR) to act as an agent of Sikorsky and
perform product inspection, acceptance, and release.
Classification of
Characteristics List (CCL)
Classification of Characteristics List. Listing of Sikorsky required inspection
requirements by part number, commodity or family. May include graphics if available
Contract Quality
Assurance
Representative (CQR)
Sub-Contract Employee trained, certified, and managed by the prime contractor. This
representative has final release authority and can be delegated additional oversight
responsibility.
Designated
Independent
Verification
Representative
(DIVR)
A third-party quality assurance individual authorized to perform inspections or other
verification duties under the direction of an SQAR and paid for by the supplier. DIVRs
do not have product acceptance or release authority. Suppliers utilize DIVRs when
authorized or necessary to perform specific over–inspection activities. The DIVR must
be independent of the supplier’s organization.
Designated Quality
Representative (DQR)
Supplier Employee trained and certified by the prime contractor. This
representative has specified release authority and can be delegated
additional oversight responsibility.
First Article
Inspection (FAI)
Validation
A planned, complete, independent, and documented inspection and
verification process to ensure that prescribed production processes have
produced an item conforming to engineering requirements. (Ref. AS9102)
Inspection Check List (ICL)
Supplier control documents that include, as a minimum, all drawing characteristics to be
inspected (including those notes that affect these characteristics), inspection equipment
to be utilized, and an area for recording the inspection results.
Lot
The quantity of parts presented to Sikorsky for acceptance at any one time
by a Supplier.
Supplier Quality Assurance
Representative (SQAR)
A Sikorsky Supplier Quality Assurance representative who visits a Supplier to
perform source inspection on an infrequent basis. Has final acceptance authority
for deliverable product and primary cognizance over suppliers and Designated
Supplier Representatives (DQR) assigned to them.
Supplier Quality Manager
(SQM)
Management or designee assigned the responsibility for administering the
Source Inspection processes.
Sikorsky Supplier
Quality System
(SSQS)
Sikorsky Web Based Quality System.
1. QUALIFYING SUPPLIERS
1.1.Supplier DQR Program Entry Requirements
Potential new suppliers and reactivated suppliers must be compliant to Procure-2-011 per
Sikorsky requirements

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 25 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
(a) Approved – No recommendations noted on survey or a corrective action plan has been
approved by the auditing Division. Supplier is granted DQR authority and is added to the “DQR
Approved Supplier List” maintained by Sikorsky
(b) Approval Withheld – Recommendation(s) noted are significant. A major system element is missing,
and product quality cannot be assured. Supplier will not be granted DQR authority or added to the
“DQR Approved Supplier List” maintained by Sikorsky
Select qualified employees from the quality department considered competent to perform the
required duties of a DQR. Sufficient DQR’s will be determined based on business needs
Complete, sign, and submit a Letter of Agreement (LOA) (SA6412) to SQA-Supplier Quality
Management (SQM) for approval.
Submit a completed SA6411 DQR Candidate Application Form to SQA-Supplier Quality Management
(SQM) for approval.
Maintain, at a minimum, two DQRs at all times. One DQR will serve as the Primary, taking overall
responsibility for the program, with all others serving as alternates
Note: Additional DQR candidates should be considered for reasons such as plant location and shift
coverage. Upon the loss of one DQR, the supplier shall qualify a second DQR within a six–month
period. Unique Situations Exceptions must be approved by Sikorsky management.
1.2. DQR Candidate requirements
Minimum of (1) one year as an inspector in a related industry and at least (6) six months experience
in the applicable Sikorsky product and specification requirements (Ref. SA6411)
Part of the Supplier's Quality Organization
Completed Eye Test per Procure-2-011 Requirements
Knowledge of all relevant technical and quality requirements, demonstrate proficiency with inspection
tools and techniques, and have effective writing, communication, and documentation skills
Complete Sikorsky DQR training
Approved by Sikorsky SQM prior to assuming their duties
Attend refresher training every 4 years
1.3. Maintaining DQR Approval
Sikorsky shall periodically audit the supplier to ensure continued compliance to Procure-2-011
and DQR requirements
DQRs must attend refresher training every 4 years (minimum)
Sikorsky may revoke acceptance delegation authorization, requiring the supplier to contact Sikorsky
SQM for acceptance actions.
Increase surveillance or inspections at supplier’s facility
Report capability limitations or risks that may affect quality to the applicable Sikorsky Supplier Quality
Manager(s)
Notify the Sikorsky DQR Help Desk at [email protected] within three (3) business days when an
approved individual is either transferred from quality department activities or has left the supplier’s
employ.

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 26 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
1.3 Suspension from the Program shall be automatic if:
No current P.O. requirements.
There are no approved DQR’s available to operate the program
Actions taken by the supplier or DQR are detrimental to the best interest of Sikorsky
1.4. DQR General Responsibilities
DQR's shall notify Sikorsky in writing of significant quality system changes or degradation of quality
within twenty–four business hours
DQR's perform product inspection at the supplier's facility (source inspection) as a delegate
of Sikorsky's quality organization
Initiate inspection order per section 2.0
Documentation Inspection per section 3.0
First Article Inspection per section 4.0
Material Inspection per section 5.0
DQR’s do not have final release authority on Flight Safety Characteristics
2. Initiate Inspection Order
Using the Sikorsky Supplier Quality System (SSQS) generate an Inspection Order (IO) for an available Source
Inspection P.O. These available line items will be displayed in the SSQS Dispatch list. Create IO for a quantity
up to but not in excess of the PO/PO Line Quantity.
3. Document Inspection
3.1.The DQR shall verify the following: (Note: Electronic media as authorized by Sikorsky SQM may be utilized.)
Supplements
Engineering drawings with all changes (E.O.'s, RTE's)
Sikorsky Aircraft Operation Sheets
Specifications and Standards
Approved Source List for Special Processes and Laboratories
Standard Parts List
Objective evidence of Sikorsky approval of supplier’s Acceptance Test Procedure (ATP)
SS 7777, Material and Processing Index
Original certifications for all processes conducted by Sikorsky approved sources
SA 5193 Form - Receiving/Source Inspection Critical Characteristics Checklist {Note: Sikorsky
approved Critical Characteristic inspector requirement} DQR cannot accept Flight safety parts
program Critical Characteristics unless he /she is a FSPP certified category inspector
First Article Checklist per AS 9102 Form 1-3 (When required by P.O./ SSQS)
Coordinate Measuring Machine Programs/ Readouts
Sikorsky Reduced Dimension Drawing approval letters
Review ALL documentation to assure revision levels meet PO requirements
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 27 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Quantity of product shipped is per the purchase order, SSQS and shipping documents
Authorized MRB parts are properly processed and annotated on shipping documents when required
Packing Slip/SSQS Shipping Authorization is accurate and complete
When Government Contract Quality Assurance/Government Source Inspection is invoked on the
Purchase Order:
o Ensure Government Representative final acceptance is properly documented and applied to the
appropriate shipping documentation as required
3.2. Utilize the other documentation listed below to assure all requirements are addressed:
Supplier Inspection Check List for both detail parts and assemblies
Material certification identifying chemical, mechanical and physical properties for raw material
Sikorsky test plans for raw material
Form SA 342/ SSQS Non-Conforming Material/Rejection Report/Discrepancy Report
Acceptance and Test Procedures
Kit List
Correct Quantity of Part (As required by purchase order)
Review Alerts/Bulletins received from SQM’s office via SSQS system and Sikorsky Portal to determine if any
additional instructions are required prior to performing inspection
Review the inspection documentation and process certifications to assure specifications and revision levels
are in accordance with PO requirements
Prior to conducting any material inspections, verify that all inspection instruments to be used during the
inspection are calibrated and have a calibration due date sticker attached
3.3. When the documentation is non-compliant, then complete the following:
Document discrepancies on a SSQS DR
Use the SSQS DR to document and dialogue the non-conformance to the Supplier’s Quality
Manager. Initiate required Root Cause/Corrective Action Plan
3.3.1. When all documentation is compliant and prior to continuing the part inspection, then review
the PO/SSQS to determine if First Article Inspection (FAI) is required. FAI requirements are
indicated on the PO/SSQS by a general note stating, “First Article Inspection Required” or a
notation associated with a specific line item on the PO/SSQS.
4. First Article Inspection (FAI)
FAI requirements are indicated on the PO by a note stating, “First Article Inspection Required” or as
indicated within SSQS at the PO Line Item.
Note: It is the responsibility of the supplier’s inspection department to complete 100% of the first article
inspection prior to submitting the FAIR to a DQR. All characteristics as defined by SSQS must be recorded
on the FAI SAE AS9102 and actual inspection results must be recorded with an inspection stamp or
signature/initial next to each feature on form 3 to show acceptance. Upon completion and acceptance of
the FAI the inspector / QE performing the FAI will sign on block 19 of the SAE AS9102.
Note: The supplier’s inspector / QE performing the FAI may not be the same person as the DQR reviewing the
FAI. The intent is for the suppliers internal QMS to perform the actual FAI and then submit an accepted FAI to
the suppliers DQR for review and acceptance as a no impact FAI or submittal to a SQAR / CQR through the
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 28 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
DQR if the FAI impacts form, fit, function, or is the initial FAI for the detail / assembly / installation. When the
suppliers DQR is acting as a DQR that DQR is acting on behalf of Sikorsky Aircraft.
When a requirement for FAI is noted on the PO or within SSQS, then the DQR will:
Select the Supplier’s First Article specimen from the first lot of parts produced
Validate the FAI has been completed and accepted by the supplier’s internal quality system
Perform a desktop review of all documentation
a. Review the inspection checklist or the SSQS FAI Report to validate 100% of the drawing characteristics,
notes and dimensions have been recorded and inspected with actual values noted on the FAI Report.
b. Review all certifications to ensure the specifications are in accordance with the engineering drawing
and are the correct revisions per the M&P index identified on the PO
c. Ensure Review special process sources to ensure they are on the Sikorsky Approved Source List
d. Sign and date each certificate to indicate acceptance
e. Sign and date the AS9102 Form 1 “Reviewed By” block to show acceptance.
NOTE: DQR’S Cannot perform final acceptance on FAI inspections unless they are No - Impact FAI's
Note: No - Impact FAI's are defined as a delta FAI (DFAI) or FAI for changes that do not impact form, fit,
or function. The DQR will fill out the header of form 1 of SAE AS9102. In blocks 15 ~ 18 the DQR will
indicate that the FAI part(s) are No - Impact FAI Parts, list the reason for change and the associate
engineering change (EC) number and sign block 21. If more than one part is involved from the same
drawing and EC all dash numbers affected may be included on the same SAE AS9102 form 1.
Note: Electronic media as authorized by Sikorsky may be utilized.
Perform inspection of all CCL characteristics and sign/initial adjacent to each characteristic that
was validated
Where a hidden characteristic exists on a non-flight safety part, verify that it was inspected and
documented on the inspection checklist only unless otherwise specified by PO/SSQS
Verify by process certification (when supplier does not have capability) that process requirements and NDI
techniques are properly performed in accordance with PO/SSQS requirements
In the case of similar parts (such as -105 same as -103 except as shown), only the differing
characteristics and dimensions are inspected, provided that the Supplier/part number first article
for the similar part has been accepted
Verify all Engineering Drawing/Blueprint and Purchase Order requirements are addressed
Verify FAI data per the requirements of SAE AS9102
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 29 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Ensure the Certificate of Compliance (C of C) and/ or Verification Checklist contains a
statement indicating the FAIR was performed, verified, and on file
When FAI is acceptable, upload the FAI to the SSQS Database, then continue subsequent inspection(s) by
selecting the appropriate sample in accordance with dictated Sikorsky/SSQS requirements for the
remainder of the first lot of parts as described in Section 5
When FAI is found to be non-compliant, then complete the existing/initiate a DR within SSQS
Document the results of these inspections in accordance with AS9102
For Source Control Manufactured parts, only drawing notes associated with envelope dimensions
and finishes are required to be verified by DQR inspection. All other notes (i.e.; SES qualification
requirements) are not required to be DQR inspected
For expanded definition source control product, all certifications must be validated to the ASL
and M&P index
After validation of the FAI, the DQR must request a CQR, SQAR to visit your facility to perform “Final FAI
inspection” if the FAI or DFAI impacts form, fit, function, or is the initial FAI for the detail / assembly /
installation.
4.1 Reduced Dimension Drawings
When inspecting to a reduced dimension drawing, the following applies:
Verify supplier has approval letter from Sikorsky Supplier Quality. Reference: SSQR -01 Appendix B
Verify Sikorsky Engineering Drawing revision letter on Purchase Order and ICL matches approval
letter
Verify CMM Program revision, time and date match what is on letter
Ensure that CMM Printout does not show “out of tolerance” conditions
Validate actual part characteristics not inspected by the CMM or by MOI tooling are in accordance
with the approved ICL
If approval letter references a supplier dimensioned drawing, supplier must supply drawing to the
DQR. The DQR shall follow standard FAI dimensional inspection and verify five (5) random drawing
features
5. Material Inspection
5.1. Select the required samples to be inspected in accordance with Sikorsky/SSQS dictated requirements
Note: When inspecting to a reduced dimension drawing, then verify supplier is inspecting to all Sikorsky drive
to points at a minimum, including all hard callout dimensions on the field of drawing. If the drawing does not
contain drive to points; FAI requirements for reduced dimension drawings are dictated by Paragraph 4.1
5.2. Visual Inspection
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 30 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Perform 100% visual inspection on the shipment to the applicable Sikorsky drawing requirements
Ensure part marking is in accordance with the applicable Sikorsky drawing requirements
Verify parts are free from nicks, dents or scratches exceeding Sikorsky drawing requirements
5.3. When all of the above requirements are satisfied, then record the material acceptance in the SSQS
Database:
5.4. Sign and date the Supplier’s inspection checklist and the original process certifications and
material certifications.
5.5. For Flight Safety Parts Contact your SQAR or CQR for Final Buyoff
6. Rejected Material
When material is found non-compliant, the supplier shall follow their internal processes for identification,
control, and documentation of nonconforming material.
For all defects found by the DQR: Document the discrepancy on a SSQS DR form
o Rework: when the defect can be restored to drawing compliance via rework, the supplier's internal
process for control and documentation shall be followed. Identify the rework disposition on the DR
form.
o Repair/Use as is: Follow Sikorsky MRB process to obtain approval for repair or use-as-is disposition
Complete part re-inspection at completion of all necessary rework/repair
Clear all inspections requirements in SSQS
7. Material Release
7.1. When inspection requirements are complete, inspected quantity is exact quantity to be shipped (if
quantity does not equal shipping quantity, see step 7.2) and parts do not require over-inspection, then
authorize material for shipment as follows:
Ensure all IO requirements including FAI, Sikorsky Inspection, - Audit or Over inspect if applicable are
complete. SSQS will auto-generate an authorization to ship (ATS) number for the total Quantity
inspected
Ensure packaging and preservation is in accordance with Procure-2-011 and additional
Sikorsky requirements, if applicable
7.2. Complete Inspection (ATS)
When the material is accepted at the Supplier’s facility then ATS (Authorization to Ship) number must be
included on bar code/packing slip by SDS (Supplier Delivery System) or supplier
7.3. Incomplete Inspection (Red Decal)
1. When parts are to be released from the Supplier incomplete of the PO requirements and
operations are to be completed at Sikorsky, you are required to contact the DQR Help Desk for
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 31 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
approval before creating a Red Decal IO in SSQS. Upon authorization from SQM, create IO in
SSQS.
2. DQR Help Desk will review request and approve Red Decal.
3. Email approval will be sent to Supplier with IO number, RDA number, and ATS number.
4. Place an (SA 8259) red decal on the Supplier’s packing slip
5. Place signature on the line after “By”
6. Record date on the label.
7. Record the (RDA) authorization number
8. Indicate the name of the person to be contacted at Sikorsky
9. List actions to be completed at Sikorsky
10. Release Parts as authorized by SSQS Authorization to ship process
7.4. Splitting work order lots:
If the shipping quantity is less than the entire inspected quantity, place all remaining parts from the IO in a
“bonded stock room” identified and segregated by part number
7.4.1. Storage of SSQS/IO generated parts that are not authorized to ship.
The Supplier shall maintain a log which accounts for all original PO Contact Requirements
including:
o Current PO Contract Requirement which is being shipped against
o Drawing Revision
o Part List Revision
o Operation Sheet Revisions
o E.O., RTE, etc.
o Special age sensitive requirements – Shelf Life, Cure Dates
o Special Part Specific Requirement per the Sikorsky B/P – Packaging, Preservation
o ESD Controls on Avionics Parts
7.4.2. Upon removal of the parts from the “bonded stock room” the Designated Supplier Representative
(DQR) Contract Quality Representative (CQR) or Supplier Quality Representative (SQR) must validate the
following:
Part Meets Current PO Contract Requirement, which is being shipped against
o Drawing Revision
o Part List Revision
o Operation Sheet Revisions
o EO, RTE
o
7.4.3. Additionally, the Designated Supplier Representative (DQR) Contract Quality Representative (CQR) or
Supplier Quality Assurance Representative (SQAR) must perform a visual inspection for the following:
o Absence of Corrosion /Damage
o Part Number
o Serial number-SS9070
o Quantity Shipped
o FOD check {Product and Documentation}
7.4.4. When all P.O./SSQS Requirements have been validated and visual inspection is performed, return to
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 32 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
release process defined in step 7.1. Repeat this entire process until all Sikorsky parts requirements are
satisfied.
8. Audit Inspect (Over-Inspection)
SSQS will indicate requirements for Sikorsky Over Inspection Audits on some shipments. SSQS will select
appropriate audit criteria based on supplier performance.
The CQR or SQAR perform these audits prior to release of the shipment. Contact designated CQR via
Launch process or SQAR as required.
9. Special Requirements
Unique supplier requirements such as distributors, chemicals, warehousing, etc. are tailored as required.
The Sikorsky SQPM must approve these special plans which will flow down to the supplier via Purchase
order.
10. Defective Parts Per Million (DPPM) Management
10.1. When supplier’s three (3)-month moving average exceeds 3,000 DPPM, the supplier will, based on
SQAR request, provide root cause and corrective action plan(s), addressing quality system failures to
the SQAR within ten (10) working days.
Note: Root cause analysis should include actions such as targeted or focused audits, Process Integrity Reviews
and the use of tools such as Fishbone Diagrams, the 5 Whys, QCPC, and/or other RCCA Tools or equivalent.
10.2. Results of Root Cause and corrective action plans will be reviewed by the SQAR for demonstrated
improvements over a three (3)-month probationary period.
Demonstrated improvements are:
1. DPPM is below the required minimum
2. DPPM in the third month is lower than the three (3)–month rolling average
Note: If no improvement is demonstrated within the probationary period, third party over inspection
(Designated Independent Verification Representative –DIVR) shall be imposed by Sikorsky on the supplier. The
supplier absorbs all costs and makes all necessary arrangements to employ a LMCO – Sikorsky approved third
party inspector (DIVR).
10.3. The supplier shall be allowed to release product after DIVR inspection has been completed per the
plan, and SQAR authorizes such release.
11. Supplier Performance
11.1. Supplier Evaluation
LMCO-Sikorsky Report Card is an established method for determining supplier performance and consists of
the following elements:
(a) Defective Parts Per Million
(b) Escapes
(c) On-Time Delivery
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 33 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
11.2. DQR Evaluation
DQR performance will be evaluated by designated SQAR
11.3. Periodic Audits
Audits of the DQR to review the implementation, compliance, and effectiveness of the Authorized to
Release (ATR) Program will be conducted at the discretion of the SQM/SQAR based on supplier
performance.
11.4 To be approved for the ATR Program:
The supplier shall:
Complete, sign, and submit a Letter of Agreement (LOA) (SA6412) to SQA-Supplier Quality Management
(SQM) for approval.
Select qualified employees from the quality department considered competent to perform the required
duties of a DQR. Sufficient DQR’s will be determined based on business needs
Submit a completed SA6411 DQR Candidate Application Form to SQA-Supplier Quality Management (SQM)
for approval.
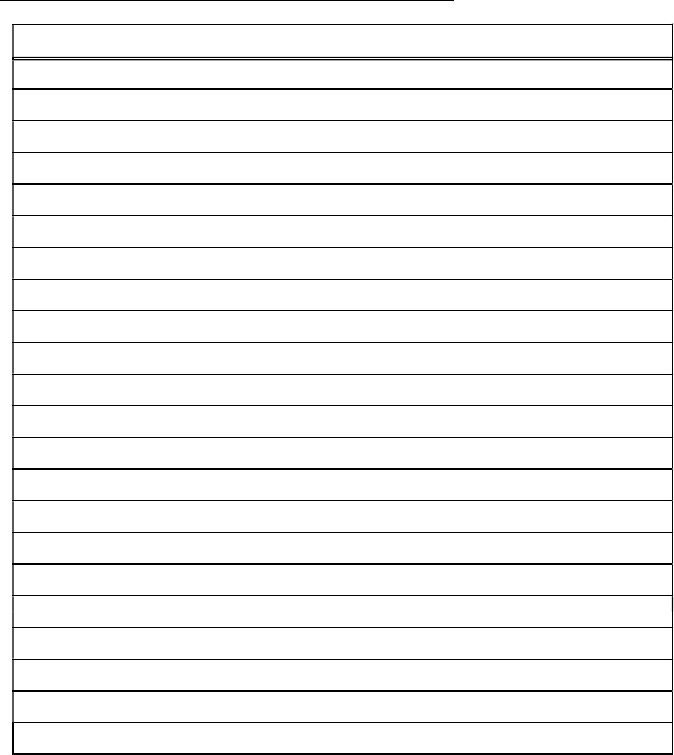
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 34 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure A1: Supplier/DQR RESPONSIBILITY MATRIX
Action/Process
VERIFICATION AND SOURCE INSPECTIONS
Documentation Review
FAIR Review
Process Review
Annual Product Release
New or Changed Product Review
Escape Product Review
Visual Review
Product Release
Packaging and
Preservation Review
Potential Escape Found at Supplier
NOPQE Creation
Forward Copy of NOPQE to SQAR
Ensure Product Containment
Issuance of NOPQE to Supplier
Perform Escape Product Verification
Document Escape Product Verification
Potential
Escape Found at Sikorsky
Ensure Product Containment
Perform Escape Product Verification
Document Escape Product Verification
CONTINUOUS IMPROVEMENT
–
Promote / Participate

Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 35 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Appendix B - SIKORSKY Reduced Dimension Drawing and Model Based Definition First Article
Inspection
Applicability: The following process applies when Sikorsky drawings contain a note referencing CATIA
that requires suppliers to query a model for dimensions to manufacture and/or inspect the part.
Sikorsky Source Inspection Message 27 will be on the purchase order line item in these cases.
Overview
A Reduced Dimension Drawing Package includes an Engineering Drawing, 3D Part Model, and Parts List.
A Model Based Definition Package includes a 3D Part Model, Parts List, and Data Sheet.
RDD & MBD parts require querying a CATIA model for part dimensions and features. Other dimensions,
notes, raw materials, and special processes are on the part drawing, parts list, data sheets, etc.
Suppliers must have Sikorsky Supplier Quality approval to manufacture RDD or MBD parts. Suppliers must
complete a capability questionnaire (SA6264) and must meet Sikorsky minimum requirements.
All RDD and MBD parts require Sikorsky-approved Inspection Plans prior to the part inspection for FAI. Approval
is indicated by a part number/revision-specific approval letter from Sikorsky Supplier Quality. Approval letters
are required for each part presented to Sikorsky Source Inspection for FAI. Suppliers approved by
Sikorsky Supplier Quality for “Self-Release” of Inspection Plans will create their own part number
specific approval letters.
Suppliers must submit Inspection Plan documents for approval on each RDD/MBD part. Sikorsky
Supplier Quality requires the Inspection Plan submission in advance of the First Article Inspection, and
within thirty (30) days prior to scheduled delivery.
The approved Inspection Plan is used to perform and document the results of the First Article
Inspection and recurring inspections on subsequently manufactured parts. Inspection Plan documents become
part of the supplier’s approved and controlled manufacturing/inspection plan for the part.
Suppliers holding a SAC purchase order (Primary Supplier) who wish to utilize a sub-tier supplier for complete
manufacture of parts must ensure that the sub-tier supplier is capable to meet the requirements of RDD/MBD
parts. It is the primary supplier’s responsibility to flow the requirements of this document to the sub-tier and to
ensure the content and accuracy of the Inspection Plan documentation. A primary supplier may utilize the sub-
tier supplier’s approved inspection plan documents and must include an additional AS9102 Form 1 filled out by
the primary supplier. Fields 11 & 12 on the additional AS9102 Form 1 must list the primary supplier’s assigned
supplier code and the SAC purchase order number. A sub-tier supplier must not submit their Inspection Plans
directly to Sikorsky Supplier Quality.
1. Required Inspection Plan Documentation
Suppliers must submit the following documentation to Sikorsky Aircraft Supplier Quality for review
and approval.
a. Inspection Check List (ICL) in AS9102 format covering 100% of applicable drawing/model features.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 36 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
b. Validation Points in XYZ format, in a vertical list in an Excel spreadsheet or equivalent importable electronic
format. This is required for all parts using a digital inspection method; CMM, Inspection arm, scanner, laser
tracker, etc. This file consists of the actual programmed points that will be used to inspect the part or points
that represent the intended inspection points per the Digital Inspection Plan. These points must be on the
surface of the model or define the center point of a hole.
c. Bubbled Drawing and/or Model. These sheets are to show each part feature, dimension and tolerance
bubbled with unique characteristic numbers that match those on AS9102 form 3.
d. Digital Inspection Setup Sheet for each setup required for part inspection. See Figure 5.
e. Digital Inspection Program (or Digital Inspection Plan) that will be used to inspect the part.
f. SAC Approved NDT Technique Sheet or Other Special Process Schedule/Procedure when applicable.
g. Supplier Tech Help with response when applicable.
h. Supplier ICL Review Checklist (SA6099).
Documentation Requirements:
- All documentation must reference the Sikorsky part number and revision level.
- All images must be clear and legible.
- All documentation must be submitted electronically. Handwritten documentation not acceptable.
2. Document Header
All documents, except for the AS9102 forms, the NDT Technique Sheets/Process Schedules, Supplier Tech Help,
and SA6099, are to have the following “Standard Document Header” on the first page in the format shown:
Document Type: Examples of appropriate entries for “Document Type” are: CMM Program, CMM Setup Sheet,
Validation Points, and Bubbled Drawing
Supplier:
Prepared by:
**Date prepared:
**Time prepared:
Sikorsky part no.:
Sikorsky dwg rev level:
Sikorsky model part geometry. Include the model number and revision level
Digital Inspection file size: (as applicable)
**The “Date prepared” and “Time prepared” must be updated with any changes to the document (They
will be used for document approval). They are a revision control to ensure the program reviewed and
approved is the program used for the production inspection
3. Document Requirements
3.1 Inspection Check List (ICL)
Must be in AS9102 format and include the following:
a. 100% of drawing characteristics including materials, processing, notes, dimensions, identification,
edge breaks, etc. List the complete feature requirements, tolerance, and/or acceptance criteria.
b. AS9102 Form 1 input instructions:
a. RDD parts: Fields 5 & 7 - revision letter of the drawing. Field 6 - drawing number.
b. MBD parts: Field 5 - part revision letter from the model. Field 6 - “N/A”. Field 7 - both the Data
Sheet revision and the Model revision, which are not always the same.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 37 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
c. RDD and MBD parts: Field 11 - supplier code. Field 12 - purchase order number. Fields 15 and
16 - detail parts with SAC assigned part numbers (including castings and forgings used for a
machined part) and industry standard (COTS) parts.
c. AS9102 Form 2 input instructions: Column 5 - raw materials & special processes; Column 6 - specification(s)
that apply per the drawing/model with type, class, method, etc.; Column 7 - special process code found
in the ASL section 1, appendix A for the process category and specifications listed.
d. AS9102 Form 3 input instructions: Column 10 - MOI tool number for characteristics accepted using MOI
tooling.
a. Column 14 - divide into three columns (14a, 14b, & 14c) for: FAI Inspection measuring equipment,
Recurring Inspection measuring equipment, Inspector Stamp/Signature. Columns 14a & 14b - list
the inspection equipment used.
3.2 Validation Points
The Validation Point File is a listing of nominal points on the model used for digital inspection methods
(CMM, Inspection arm, scanner, laser tracker, etc.) This file consists of the actual programmed points used
to inspect the part. Points must be on the surface of the model or define the center point of a hole. RMS
SQA reviews validation points for deviations from the model (See Figure 1). The following is required for
the Validation Point File:
a. Standard Document Header” defined in paragraph 2.0.
b. Electronic format spreadsheet (Excel or similar) with X, Y, and Z coordinates for each point. The X
coordinates will be in the first column, the Y in the second, and the Z in the third (See Figures 2 & 3).
c. Drive-to points on the drawing or model. The drive-to points are the minimum requirements for
recurring inspection of parts. Points must be accurate to four decimal places.
Validation points (including Drive-to points) on locating surfaces of parts where tooling would prevent their
inspection need not be included. Example: Parts resting on the primary datum on a surface plate/CMM
table with the secondary and tertiary datums against tooling to establish the datum planes. Surfaces
covered by part holding/locating tooling need not have validation points. Datum surfaces must be flat
within the profile tolerance for this exception to apply.
Figure 1 Example Validation Point Data
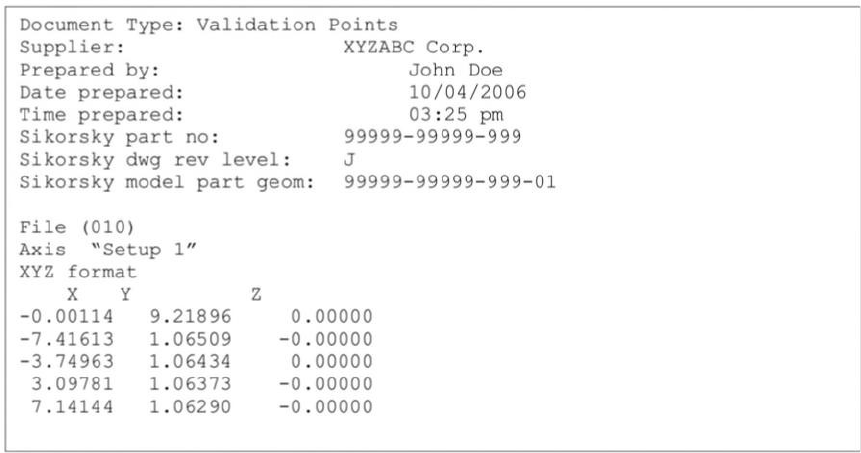
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 38 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 2 Sample of Validation Points in X, Y, Z Format
Note: Any revisions to these points after approval must be resubmitted
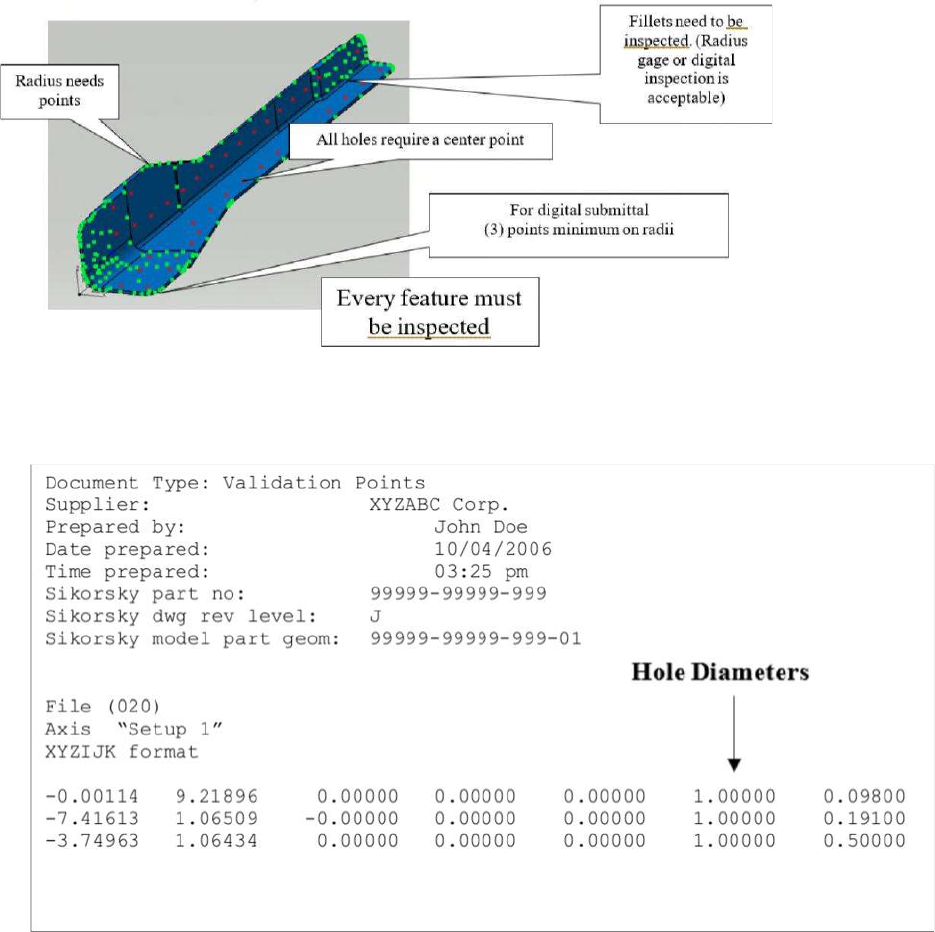
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 39 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 3 Sample of Validation Points Including Hole Diameters
Note: Any revisions to these points after approval must be resubmitted
3.3 Bubbled/Ballooned Drawing and/or Model.
A bubbled/ballooned drawing and/or part model consists of bubbled numbers for all part characteristics
which correspond with Form 3 of AS9102 (See Figure 4). For part models, there should be a sheet for each
of the CATIA
TM
captures in the model. For MBD parts, a bubbled data sheet is required in the same manner as
the notes section of an RDD part. A Parts List (when applicable) should also be bubbled with specific requirements.
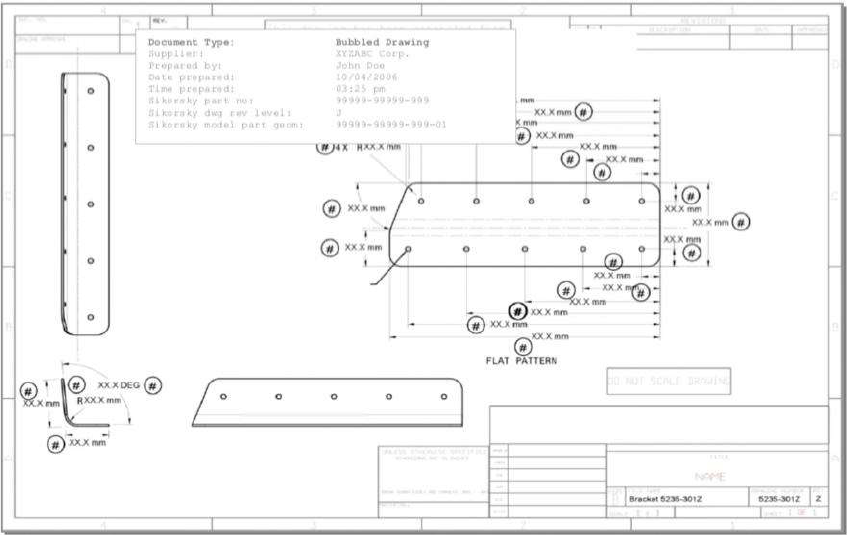
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 40 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 4 Bubbled Drawing
3.4 Digital Inspection Setup Sheet
The digital inspection setup sheet(s) (Figure 5) for Coordinate Measuring Machines (CMM’s) or Portable Coordinate
Measuring Machines (PCMM’s - Inspection Arms, Laser Trackers/Scanners) is used by SAC SQA when merging
Validation Points into CATIA
TM
. It is also used by the Supplier’s inspector when setting up the part for digital
inspection. At a minimum each digital inspection setup sheet must contain the following information:
a. File will include the “Standard Document Header” defined in paragraph 2.
b. Sikorsky part datums (when defined) which must be used for inspection alignment.
c. A top and side view of the part depicting each setup on the CMM or PCMM showing the inspection axis and
datums used. When a symmetrically opposite part exists, the correct part (not the opposite) must be shown on
the setup sheet. Note: When a part requires multiple setups to inspect all features and surfaces, each setup
must be shown. It is acceptable to show inspection fixtures or tooling and clamping locations as desired.
d. The inspection axis should be aligned with the Sikorsky datums from the drawing or model, the axis origin
being at the intersection of the datum planes. The setup graphics must clearly show the part/model,
datums, and axis system showing the positive X, Y, and Z axis directions.
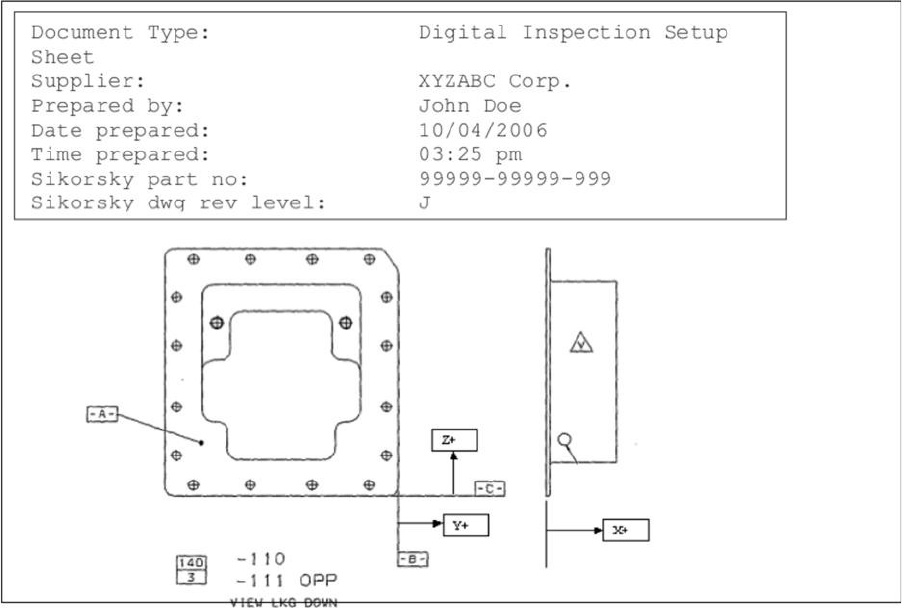
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 41 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 5 Digital Inspection Setup Sheet
3.5 Digital Inspection Program (or Digital Inspection Plan)
For CMM inspection or other automated inspection methods, include the program. For non-automated
digital methods (Inspection arms, trackers, etc.), include the Digital Inspection Plan.
a. Inspection Program or Plan will include the “Standard Document Header” defined in paragraph 2.
b. A digital inspection program must include all points included in the Validation Point File. The program must
include clear listings of part features being inspected and the tolerances used to determine acceptance.
Where programming language or convention makes this difficult, comment lines in the program may be
substituted. Example: A program comment line might read as follows: “Points 25 through 50 will inspect part
profile of .030 to datums A, B, & C in accordance with drawing note 2.” (See Figure 6)
Note: The executed program must output the following:
“Standard FAI Document Header”
Program execution date and time
CMM Program Number and Revision level
Serial Number or “N/A” if none exists
Tolerances used for inspection
CMM data must be referenced to part datums described in the Sikorsky Engineering data (drawing or
model)
c. A Digital Inspection Plan will include the method and sequence required to inspect the part. The plan will
refer to the Set-up Sheet or may be included as part of the set-up sheet if desired. The plan will outline
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 42 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
the inspection instrument to be used, the sequence of part inspection, the number of points taken on
each part surface, and the tolerance of the features being inspected with reference to the part datums.
The plan must include the same number of points (minimum) as the Validation Point file.
Note: The digital inspection report must output the following:
“Standard FAI Document Header”
Inspection date and time
Inspection instrument: Model/Type & Serial Number
Serial Number of “N/A” if none exists
Tolerances used for inspection
Digital output data must be referenced to part datums described in the Sikorsky Engineering data
(drawing or model)
3.6 Sikorsky (SAC) Approved NDT Technique Sheet or Other Special Process Schedule/Procedure (Only
when required). Example: Class 1A and 1B parts as designated on the drawing or data sheet require SAC
approved NDT Technique Sheets per SS8813. These Approved Technique sheets are to be included in the
inspection plan submittal. Other Special Processes may also require SAC approval of the process
schedule/procedure. When required these SAC approved process schedules/procedures shall also be
submitted with the inspection plan.
3.7 Supplier Tech Help with response (Only when one affecting the Inspection Plan has been submitted).
A Tech Help may be used to clarify the drawing/model intent or to request a change to released
engineering. When one exists that affects the Inspection Plan it shall be included in the Inspection Plan
documents. A Tech Help response shall not be considered a drawing change and shall not be used to
accept non-conforming product.
3.8 Supplier ICL Review Checklist (SA6099). Form SA6099 is provided by SAC to their suppliers to assist them
in ensuring all requirements for RDD/MBD parts have been acceptably completed. This form shall be used
and submitted with each Inspection Plan created to ensure all requirements have been acceptably
completed.
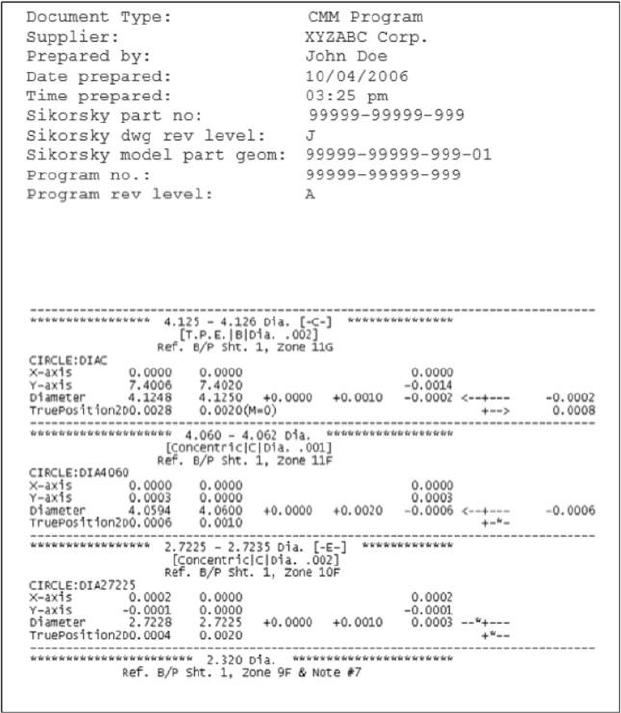
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 43 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 6 Sample of CMM Program including Hole Diameters
4. Approval Letter
An approval letter (Figure 7) will be issued to the Suppliers from SAC Supplier Quality to
indicate acceptance of data submittal. This letter will reference the following:
Sikorsky part number
Engineering drawing revision
All relevant supplier inspection documentation
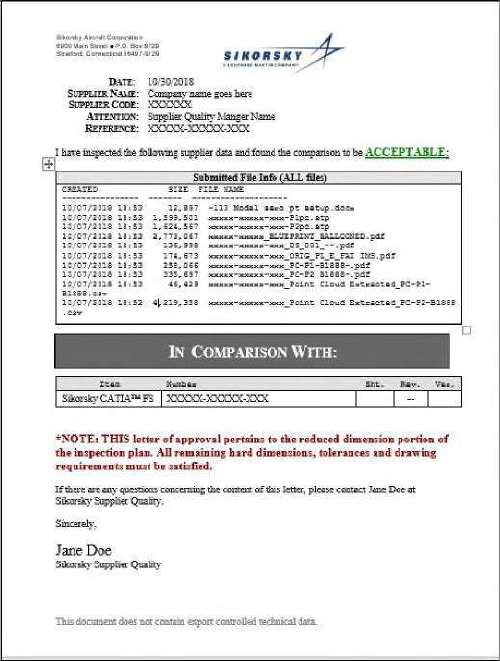
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 44 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 7 Supplier Part Approval Letter
5. Recurring Inspection
This section applies only to Sikorsky Engineering Drawings that include “Drive To Points (DTP)”. If the drawing
does not contain Sikorsky defined "Drive to Points" then continuation of existing approved inspection method
is required, unless the supplier has an approved sampling plan per SSQR 20.1 guidelines.
Any dimensioned features, notes, and the "Drive to Points" contained within the Sikorsky Engineering
Drawings, must be used for recurring inspection at a minimum. These points contained in the recurring
inspection program must be contained in the approved first article inspection program and be on the
surface of the model.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 45 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
6. Reduced Dimension Requirements for MOI Tooling
MOI tooling can only qualify a feature of size (like profile, length, width, etc.) at first article and for
recurring inspection. The use of MOI tooling does not excuse submittal of AS9102 forms 1, 2, and 3 to
Sikorsky Supplier Quality for Reduced Dimension review and approval prior to source inspection.
On AS9102 form 3 note the characteristic inspected by the MOI tool in column 8 (requirement) then in
column 10 (Designed Tooling) record the MOI tooling number. MOI Tooling numbers will either be Z type, T
type). In column 14 note both FAI and Recurring inspection method – which would be “MOI tooling.”
Refer to SA 7303 Tooling Bulletin for specific requirements as they pertain to usage, storage, accuracy and
proper marking.
7. Flat Pattern Use
Parts that are manufactured using flat patterns will need to be verified with either a Sikorsky approved
flat pattern or digital data that inspects the three-dimensional model. Do not submit a flat pattern to
Supplier Quality unless there is an approved flat pattern defined by Sikorsky.
As technology advances new methods may be employed for inspection. If a supplier desires to employ a
method that isn’t covered in this document, the supplier must contact Sikorsky Supplier Quality. At a
minimum, the supplier must provide objective evidence to demonstrate process capability and proof that
100% of the parts features have been inspected.
8. Requirements for Portable Coordinate Measuring Machine (PCMM) Use (Inspection Arm, Laser
Tracker, Laser Scanner)
a. The stated accuracy of the measuring instrument used will not exceed 25% of the feature tolerance
inspected unless authorized by Sikorsky Supplier Quality in writing.
For example, a PCMM with an accuracy of ±-.001” will not be used to inspect a hole with a ± .001”
tolerance as it consumes 100% of the part tolerance. If the tolerance is ± .001”, then an inspection
arm with a minimum accuracy of .0005” would be required.
b. If a supplier is to use a Portable Digital Inspection Instrument for validation of parts, they
must submit a company procedure indicating the following:
People qualified to use digital measuring instruments.
Calibration procedure with time intervals
9. Composite Detail Parts and Assemblies
Manufacture of composite detail parts and assemblies shall be controlled by the contracted suppliers’ internal
procedures and guidelines. Composite detail parts and assemblies are defined as: Bonded Assemblies – co-
cured core and composite plies; Monolithic Laminate – composite plies (no core). At a minimum, those
procedures and guidelines shall define ply orientation, ply size, ply sequencing, and ply material. The
procedures and guidelines shall be submitted to the SAC Supplier Quality Assurance department for approval.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 46 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Additionally, if the control of the manufacture of composite detail parts and assemblies consists of a Ply Layup
Book, the Ply Layup Book shall be available and validated at the time the first part is manufactured.
10. Supplier Self Release Authorization
Suppliers may be authorized for conditional self-release and approval of their Reduced Dimension/MBD
Inspection checklists and FAI plans. Supplier Quality Assurance may revoke the approval of this process and
require the contracted supplier to submit each detail for approval as stated in this document. The intent of
the following is to ensure that the supplier is aware that they are responsible for the accuracy and
completeness of the data that is used to inspect their parts and those of sub-tier suppliers. The following
requirements must be adhered to.
Self-Release Authority is only granted to suppliers who have demonstrated full understanding and
compliance of Sikorsky Supplier Quality requirements. Suppliers with self-release authority are subject to
periodic audit by Sikorsky Supplier Quality or their designated third-party agent. Conditional self-release
requires that all FAI plans are in accord with the requirements expressed within this document. An initial
audit of the supplier’s process as well as ongoing audits will be performed by Supplier Quality to ensure
compliance. The frequency of these audits will be in direct correlation to the quality of product delivered.
Suppliers who are not compliant to these requirements will invalidate their self-release authority.
Self-Release requirements:
a. Employ a process that flows down all contractual Sikorsky requirements to their sub-tiers.
b. Ensures compliance to Sikorsky contractual requirements by their facilities and any sub-tiers in
their supply chain engaged in Reduced Dimension/MBD work. Supplier is to ensure sub-tier is
inspecting parts properly in accord with this document.
c. Document who is authoring FAI / ICL plans and training records that include objective evidence
of proficiency.
d. Notify Sikorsky Supplier Quality in writing when changes in Management occur that may affect Self
Release status. Notification must be done prior to or as soon as the changes become effective.
For example, if the Supplier is on self-release and has one DQR/QE/Quality manager who is solely
responsible for writing all of the FAI/ICL’s, and they are removed from their position; the Supplier
will notify Sikorsky of the change in personnel and their current FAI/ICL status
e. Employ a process that ensures that their facility and sub-tiers can accurately read, manufacture, and
inspect to the native Sikorsky engineering data. Validation will include an initial survey and data
exchange. Suppliers will keep objective evidence on file to document their review of their capability
and that of their sub-tiers.
f. If the supplier is utilizing sub-tiers for Reduced Dimension/MBD work, they will perform periodic
audits of their sub-tiers to confirm sub-tier capability. Maximum of three (3)-year interval between
audits. Any findings discovered will require root cause investigation and must implement robust
corrective action to prevent reoccurrence.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 47 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
g. Review, approve, and document their work and that of their sub-tiers for compliance to the
requirements described in this document. Suppliers will keep objective evidence on file to
document their review of their sub-tier capability.
c. Suppliers with self-release authority will issue a part number and revision specific approval letter. Suppliers
with self-release authority will create an approval letter to verify acceptance of the sub-tiers data. The
approval letter will be of similar format and content like the example shown in figure 7 with the exception
of the company letterhead, which should be that of the supplier with self-release authority.
h. Supplier self-release authority is specific to the supplier code listed on the self-release
authorization letter at that location only.
Self-release Process:
a. The supplier will document that they can meet the requirements for self-release as previously
described. They are to create a Reduced Dimension/MBD (Model Based Definition) control plan.
b. The Reduced Dimension/MBD control plan will be inclusive of the following:
1. Process for flow down of Sikorsky contractual requirements.
2. Method and frequency of audit for their facility and that of their sub-tiers engaged in
Reduced Dimension/MBD work to ensure compliance to Sikorsky contractual requirements.
3. The supplier’s plan shall describe the method of flow-down of requirements to sub-tier suppliers.
4. Describe the process which will be utilized to assess sub-tier suppliers’ digital data capability
prior to sending a supplier a dataset.
5. Personnel, training records, and proficiency with respect to Reduced Dimension/MBD FAI/ICL
planning. The procedure must identify the quality manager and at least one designee to approve
sub-tiers data. These individuals are the only ones authorized to perform such approvals.
6. The supplier is responsible to manage training of personnel such that they are proficient in creating
and approving ICL packages as described in this document . These personnel shall be from the
supplier’s Quality department. Proficiency shall be documented in a training matrix that is to
include:
Approved Personnel listing.
Six months CATIA use or demonstrated applicable 3D graphics proficiency
Documented training of this document requirements
Objective evidence that the individual has demonstrated proficiency in creation of ICL packages. A
minimum of three packages, for different commodity types, reviewed and approved by the Quality
Manager or designee, is recommended.
Additional training requirements:
Suspension of an individual from the process - If an escape occurs on a part due to an incorrect AS9102
form or incorrect inspection data, the individual who created the ICL package will receive remedial
training and management oversight until proficiency is reassured. It is the responsibility of the Quality
manager to ensure personnel are creating robust, error-free ICL packages that include all
requirements.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 48 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Individuals that are inconsistent with performance and accuracy shall not be permitted to create
inspection plans.
The roster of approved individuals and training records must be kept up-to-date and may be
audited by Sikorsky at any time.
7. Process to notify Sikorsky Supplier Quality in writing when changes occur to their Reduced
Dimension/MBD Control Plan. Process to ensure that their facility and that of their sub-tiers
can accurately read, manufacture, and inspect to the native Sikorsky engineering data.
8. Documented procedures for configuration control and data security throughout the manufacturing
and inspection processes.
9. Comprehensive procedure to document the exact method of inspection and verification back to
the CATIA model that ensures 100% inspection of all features or sampling plan per SSQR20.1 for
First Article and recurring inspection.
10. Supplier shall maintain metrics such as First pass yield, non-conforming parts due to non-compliance
to this document; Inspection package turn backs by supplier/sub-tier/individual & Inspection package
turn backs by reason for rejection. These records are subject to audit by Supplier Quality Assurance.
Metric collection will aid with the management of the process and help to avoid costly escapes.
11. A current, electronic copy of the Reduced Dimension/MBD control plan will be provided to Sikorsky
and shall be available upon request by Sikorsky or their designated third-party representatives.
c. The supplier will submit a written request for self-release to Sikorsky Supplier Quality that includes their
Reduced Dimension/MBD control plan.
d. Supplier Quality will review the request submittal including the Reduced Dimension/MBD control plan,
historical accept/reject data from past Reduced Dimension/MBD submittals, and Supplier DPPM rating.
Based on the available data, a determination will be made by Sikorsky Supplier Quality to grant self-release
status. In instances where a supplier is not granted self-release, they will be given the opportunity to submit
a corrective action plan. Pending successful completion of the corrective action plan,
conditional self-release will be granted to the supplier.
e. Sikorsky Supplier Quality will issue a letter to the supplier that describes approval status and any conditions
that apply. A sample letter is shown below per figure 8.
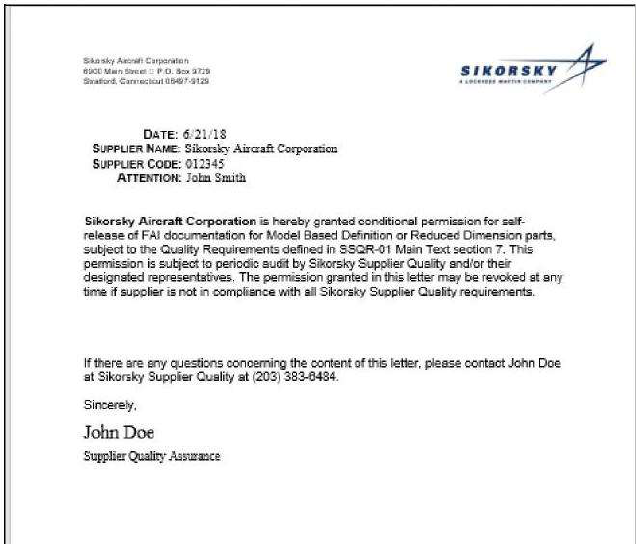
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation (PIRA# SIK2023040131) Page 49 of 53
The current version is on the Lockheed Martin Internet. A hard copy of this document may not be current.
Figure 8 Sample Supplier Self Release letter
11. Validation Point requirements
The following minimum requirements apply to all digital methods of inspection including, but not limited
to: Coordinate Measuring Machine (CMM) and Portable Coordinate Measuring Machine (PCMM – like
inspection arm, scanner, laser tracker, etc.) unless otherwise authorized by contract.
a. The stated accuracy of the measuring instrument used will not exceed 25% of the feature
tolerance inspected unless authorized by Sikorsky Supplier Quality in writing.
For example, an inspection arm with an accuracy of ±-.001” will not be used to inspect a hole
with a ± .001” tolerance as it consumes 100% of the part tolerance. If the tolerance is ± .001”,
then an inspection arm with a minimum accuracy of .0005” would be required.
b. The validation points represent the nominal points on the CATIA
TM
model that are the
inspection points used for inspecting the manufactured part.
12. Inspection Plan documentation required for SAC FAI Review of RDD or MBD parts
The following documents will be required to be presented to the SAC Inspector along with the completed First
Article Part for FAI review. (This is in addition to P.O., drawing/parts list/data sheet, manufacturing planning,
material and process certifications, part mark photo, etc. that are required for any FAI review)
a. An Inspection Plan approval letter for the correct part/revision that is signed by SAC SQA or by
an authorized
b. individual of a supplier with self-release authority.
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation Page 50 of 53
The current version is on the Lockheed Martin Intranet. A hard copy of this document may not be current.
c. The Inspection Checklist (ICL) previously approved in compliance with AS9102 and this
document completely filled out with all inspection data required for the part.
d. Bubbled drawing or model. This will assist the inspector to efficiently review and interpret the
inspection results and determine any redundant inspections to be performed.
e. A CMM report or other digital inspection report for the part when usage is listed on the
approval letter. The report must be tied to the part by W.O.#, Lot#, S/N, or equivalent.
Appendix C – SIKORSKY Foreign Object Damage (FOD) Prevention
The Sikorsky requirements for FOD prevention are based on the National Aerospace Standard (NAS) 412,
Foreign Object Damage/Foreign Object Debris Prevention, which establishes a baseline FOD prevention
policy/procedure and supports the quality management system standard AS/EN/JISQ 9100/9110/9120
requirement for a supplier to carry out a program for the prevention, detection, and removal of foreign
objects from its products.
Note: The IAQG – Supply Chain Management Handbook (SCMH) provides assessment
tools, descriptions, and training material for FOD Program control attributes.
Definitions
Term
Definition
Foreign Object
Damage (FOD)
Any damage attributed to Foreign Object
Debris (FOd) that can be expressed
in physical or economic terms, which could potentially degrade the product
or system’s required safety and/or performance characteristics.
Foreign Object
Debris (FOd)
Any foreign object (FO) that has entered
and/or migrated into/on the product
or system, and could potentially cause FOD, if not removed or controlled.
Foreign Object (FO)
An alien substance or article (examples include, but are not limited to:
tools, consumables, hardware, product protective devices, personal items,
product process debris, operations debris, environmental debris) that
could potentially enter and/or migrate into/on the product or system,
becoming FOd and potentially cause FOD, if not removed and controlled.
Unrestricted
Hardware
Low value, high usage material, issued in bulk quantities and excluded
from processing in a Materials Requirements Planning (MRP) system.
5S
A method for improving workplace organization using visual controls (i.e.
Sort, Straighten, Shine, Standardize, Sustain) resulting in a positive impact on
FOD prevention, productivity and Environmental Safety and Health (ESH).
1. FOD Prevention Program
Suppliers shall implement a FOD Prevention Program with a suitable level of FOD prevention for the complexity
and risk of their products/services. The minimum requirements of a FOD Prevention Program for all
product/service suppliers shall include:
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation Page 51 of 53
The current version is on the Lockheed Martin Intranet. A hard copy of this document may not be current.
a. A FOD training program to increase employee awareness, active involvement, and good work habits.
FOD training is required for all supplier employees and contractors as applicable and shall be recurring to
maintain employee awareness. Training shall include the following topics at a minimum:
Causes and effects of FOD
Protection of product
General housekeeping program and formal 5-S practices
Clean as you go principles
Tool control/accountability
Unrestricted hardware control/accountability
Consumable control/accountability
Caps and plugs control
Cleaning and inspection
b. A documented procedure for material handling and part protection to eliminate potential
FO/FOD and handling hazards that includes:
Risk identification for sensitive parts, assemblies, surfaces, areas, etc.
Risk identification related to packaging, handling, shipping and storage processes
Evaluation and controls for risk mitigation specific to cleaning, protection, and care processes
Defined process sequencing that allows for proper contamination prevention, cleaning, and detection
on parts and containers at appropriate process points, including the requirement for a FOD inspection to
be performed just prior to closure of any closed assembly with the potential for FO entrapment.
Optionally, the use of special FOD stamps to indicate that the inspection is complete, and the assembly
was determined to be free of FOd/FOD is a recommended best practice
Defined methods to protect parts where contact with other elements may be detrimental to the part
(e.g., columbium, titanium, magnesium, etc.)
c. A general housekeeping program and formal 5-S practices that includes:
Area cleaning in accordance with 5-S principals (i.e., assembly, test, manufacturing, warehouse, and
operational support areas)
Periodic cleaning/sweeping floors, work-surfaces and any other pertinent surfaces
Maintaining critical process areas free of open food and beverages
Areas having clear signage indicating requirements
d. A FOD reporting and investigation process to:
Report and investigate FOD occurrences and root cause analysis
Instruct personnel on how to respond in the event of a FOD incident, (e.g. do not disturb evidence,
cease operation, immediately notify supervision, begin investigation, etc.)
Ensure effectiveness of corrective/preventive actions taken to preclude recurrence
Track FO/FOD non-conformances for analysis of FOD Prevention Program effectiveness and trends
e. Additional FOD Program requirements may be mandated by Sikorsky via the Purchase Order,
depending on the FOD risk criticality of product, (i.e. product / commodity type, manufacturing, assembly,
and repair processes involved, etc.).
2. Design Control and Repair
Suppliers with design control or repair development capability shall ensure the design applies
considerations for FOD prevention, resistance to damage, and that designs are not conducive to debris
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation Page 52 of 53
The current version is on the Lockheed Martin Intranet. A hard copy of this document may not be current.
entrapment to any extent possible. Methods are to include documentation and emphasize risk reduction
and elimination of FOD hazards as basic design criteria.
Product designs or repair instructions shall reflect adequate consideration to:
Identify and eliminate FO entrapment areas
Identify and seal areas through which FO can migrate
Utilize adequate connectors, filtering devices, and protective covers over critical mechanical,
electrical, hydraulic, and pneumatic components to prevent FO entry
Install special access panels, ports, etc., for inspection and removal of FO
Install devices to divert migrating FO from critical mechanisms/components to special access areas
for removal
Utilize fasteners with positive locking mechanisms in areas where high vibration levels are
expected, or where separation of the fastened item could result in potential damage
Utilize blind fasteners in critical areas (e.g., fuel cells) that are not prone to leaving debris upon
extraction
Utilize fasteners with self-retaining features capable of withstanding flight loads to secure high
usage access panels
Eliminate nonessential components built into equipment (e.g., nameplates that can separate
under dynamic loads, etc.)
3. Storage Controls
Storage controls shall include:
a. Facilities that provide isolation/protection as necessary to material pending use or shipment
b. Periodic assessment of the condition of material in stock
c. “First in – first out” issuance of materials subject to degradation.
d. Shelf life control applied to processing material, as required.
4. Preservation and Packaging
Suppliers shall implement methods to preserve material during processing, fabricating, assembly and
testing, through shipment of end items including as applicable:
a. Regular preservation fluid checks for contamination and maintained free from FO via filtering or
replacement of preservatives.
b. Visual inspections prior to final preservation to ensure parts are free from contaminants, debris, foreign
material, finger marks and stains. When required, a bore scope examination shall be carried out to ensure
freedom from machining chips and debris for internal passages that cannot be inspected
visually.
c. Prevention of oil system contamination from silicone-based lubricants.
d. External cleaning when there is evidence of external contamination.
e. Packing material does not induce contamination to parts and assemblies.
f. Prohibited packing material is not used. This includes, but is not limited to:
Newsprint
Loose packing material small enough to block internal passages, holes, crevices or parts
Glue bearing material
g. Packing methods consider weight, physical configuration, and method of shipment to preclude
damage to parts.
h. For Sikorsky drawings that do not include special preservation instructions:
Lockheed Martin Rotary and Mission Systems
Document Number: Procure-2-011
Effective: 5/1/2023
Copyright 2023 Lockheed Martin Corporation Page 53 of 53
The current version is on the Lockheed Martin Intranet. A hard copy of this document may not be current.
Castings made of low alloy steel, plain carbon steel, ductile iron or martensitic stainless steel shall
be preserved prior to shipping using oil per MIL-PRF-2104 or equivalent
Magnesium alloy castings shall be preserved prior to shipping using Sikorsky approved preservation
oil (SS8412)
Overhaul and repair material shall be preserved in accordance with the applicable approved
technical data
i. Optical systems, electrical components or assemblies containing cadmium, lead, zinc or magnesium
are not protected with Vapor Corrosion Inhibitor (VCI) treated materials.
j. Protection against corrosion and damage during transit or storage and state the duration of effectiveness
of such preservation and packaging, as required by applicable regulatory agency.
k. Proper use of protective closures (caps and plugs) where required. Digital photographs of installed
caps and plugs must be submitted to Sikorsky for approval prior to product delivery via the Supplier
Portal, using form SA1957.
l. Raw materials shall be protected against corrosion during manufacturing, storage and shipment.
Magnesium alloys, carbon steels, low alloy steels and bare 400 series stainless steels shall be protected in
accordance with SS8535- Corrosion Prevention During Manufacturing, Storage and Shipment.
m. Anti-friction bearings with Sikorsky part numbers, except those with seals or shields, will be preserved
per SS8741- Open and Closed Bearings-Engineering Requirements for De-preservation, Cleaning and
Handling of.
5. Shipping
Complete packing slip/shipping label per instructions shall be provided on the Purchase Order (P.O.).
Information shall include:
Packing slip number
Supplier name
P.O. number
Line item number (if applicable)
“Ship to” address
P/N nomenclature
S/N where applicable
First lot shipped when applicable
First Article Inspection applies when applicable
Reference to any non-conformance documents
Country of Origin
6. Electrostatic Discharge (ESD) Control:
Where applicable, the supplier shall institute adequate procedures and controls to prevent damage to
electronic equipment and components which are sensitive to ESD, per MIL-STD-1686 or applicable approved
technical data. ESD control requirements apply where equipment containing ESD sensitive parts are used
during fabrication, calibration, testing, or packaging of the end item, whether or not the end item is ESD
sensitive.
